
Методика настройки рейсмуса (рейсмусного станка)
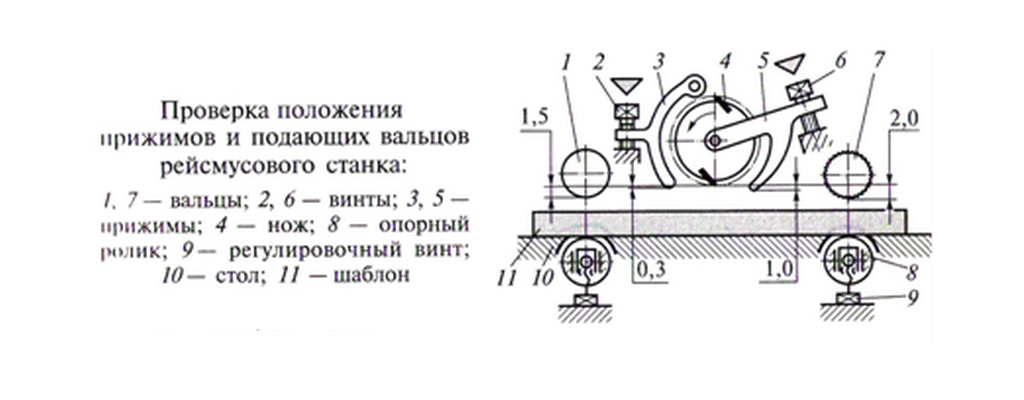
Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию - опустить опорные ролики (8) ниже уровня стола (10). Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом. Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
При касании верхней гранью бруска ножевого вала фиксируется цифровое значение положения стола.
Стол опускается на 0,3 мм. Мерный брусок перемещается за строгальный вал под задний прижим (3). Высота прижима устанавливается регулировочными винтами (2) до касания бруска.
Стол опускается на 0,7 мм ( что будет составлять1 мм от первоначального положения стола) и мерный брусок перемещается под передний прижим (5). Регулировочными винтами (6) настраивается высота переднего прижима до касания бруска. Затем стол опускается еще на 0,5 мм ( это будет составлять 1,5 мм от первоначального положения стола) и производиться настройка заднего прижимного вальца (1) до касания бруска.
Стол опускается на 0,5 мм и мерным бруском настраивается высота рифленого входного подающего вальца.
Стол опускается еще на 1 мм и мерный брусок перемещается под когтевую защиту. Настраивается ее высота до касания мерного бруска.
Затем устанавливается выход опорных роликов над поверхностью стола.
При работе с хвойными породами высота устанавливается около 0,3 мм с лиственными породами около 0,1 мм.
В зависимости от модели рейсмуса настроечные размеры могут несколько отличаться от выше приведенных. На схеме ниже показаны размеры для настройки рейсмуса СР 6-9, СР 8-1

А размеры для настройки рейсмуса СР6-10, СР8-2 показаны на рисунке 9.

В заключении можно предложить альтернативный метод настройки рейсмусовых станков. Его особенность заключается в исключении ряда промежуточных операций по изменению положения стола. А именно:
подготовительные операции по настройке проводяться по методике описанной выше (Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом.
Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
Особенность заключается в том, что вместо короткого бруска используется строганная рейка, проходящая от входных вальцов до выходных. При этом в момент касания рейкой ножевого вала все настраиваемые узлы(подающие и приемные вальцы, передний и задний прижим , когтевая защита) уже будут находиться на рейке и более того будут этим бруском приподняты относительно настраиваемых упоров. С помощью мерных щупов производиться настройка положения всех узлов без дополнительных перемещений стола.
Так для рейсмуса СР-3-6 эти размеры будут составлять
0,3 мм между регулировочным винтом и опорой заднего прижима (3).
1 мм между регулировочным винтом и опорой переднего прижима (5).
1,5 мм между регулировочным винтом и опорой заднего прижимного вальца (1).
В случае возникновения трудностей в настройке обращайтесь к нашим специалистам по телефонам, мы всегда рады оказать помощь:
- 8 495 646 13 16
- 8 812 448 13 14
Наладка рейсмусовых станков для обработки дерева
Наладка рейсмусовых станков состоит в правильной установке прижимов подающих вальцов и опорных валиков относительно ножевого вала.
Опорные ролики устанавливают по высоте так, чтобы их образующая была параллельна рабочей поверхности стола. Непараллельность роликов устраняют, перемещая их опоры в пазах винтами, и контролируют поверочной линейкой. Линейку укладывают на опорные ролики, а щупами замеряют зазор между нижней ее гранью и рабочей поверхностью стола. Контроль производят по краям стола. Непараллельность роликов столу допускается не более 0,1 мм на длине 1000 мм.
Величину выступов роликов над столом выбирают в зависимости от породы обрабатываемой древесины. Так, для мягких пород величина выступа роликов составляет 0,2 — 0,3 мм, для твердых-0,1 -0,2 мм. При наличии механизма настройки опорные ролики по высоте можно регулировать поворотом рукоятки через систему тяг и эксцентриковые валики. Величину выступа роликов контролируют по шкале.
Для настройки станка на заданную толщину обрабатываемой детали необходимо расфиксировать стол, переместить его по высоте и закрепить в рабочем положении поворотом рукоятки или переключением пакетного переключателя. Стол устанавливают по высоте вручную вращением маховичка подъема стола или нажатием кнопки “Вверх” или “Вниз”. При перемещении стола необходимо предварительно выключить привод ножевого вала кнопкой “Стоп”, расположенной на пульте управления. Механический привод используют для быстрого подвода стола к заданному положению при больших перемещениях, а окончательную установку производят вручную.
отчетными устройствами: для грубой настройки и окончательной точной. Отсчетное устройство грубой настройки включает измерительную линейку и указатель, которые закреплены на станине и перемещаемом столе. Окончательную точную настройку выполняют по лимбу ( цена деления 0,1 мм), закрепленному на маховичке ручного перемещения стола
При настройке станка методом обработки пробных деталей стол устанавливают на расстоянии, приблизительно равном наибольшему номинальному размеру.
После размерной настройки и наладки следует внимательно осмотреть подвижные части станка и пустить его на холостом ходу. Затем надо убедиться в безотказной работе всех механизмов станка и обработать пробные заготовки, после чего произвести контрольные замеры толщины детали в трех сечениях по длине (в концах и посредине). Шероховатость обработанной поверхности определяют визуально.
Режим обработки на станке определяется в зависимости от породы древесины, ширины фрезерования, толщины снимаемого слоя и требуемого качества поверхности. Скорость подачи выбирают по графику и устанавливают рукояткой по шкале.
Рейсмусовый станок обслуживают двое рабочих. Станочник укладывает заготовку, прошедшую фугувание, на стол станка и продвигает вперед под верхний подающий валец. После захвата вальцом надо подготовить следующую заготовку и направить на передний конец в торец предыдущей, устраняя, по возможности, межторцевые разрывы. Если станок снабжен секционным вальцом и скорость подачи небольшая, то можно подавать одновременно несколько заготовок, используя всю ширину стола
Нельзя подавать заготовки, разница втолщине которых больше допустимых значений ( 2-3 мм), так как возможен обратный выброс из станка тонких заготовок или брак обработки. Запрещается также обрабатывать заготовки короче минимальной длины, установленной в руководстве по эксплуатации данного станка.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 23.09.2020Просмотров: 1987
Как часто необходимо проверять настройку основных параметров рейсмусового станка?
- 27.11.2017Просмотров: 7711
Основными причинами вывода оборудования из строя являются: нарушение правил эксплуатации, в том числе переrрузкаотдельных механизмов и узлов; нарушение реrулировки определенноrо узла или механизма
- 10.09.2018Просмотров: 23262
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.

