
Методика и технология настройки фуговального станка
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
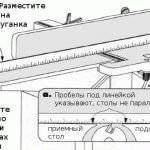
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
Схема настройки:
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» - нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.11.2017Просмотров: 8073
Основными причинами вывода оборудования из строя являются: нарушение правил эксплуатации, в том числе переrрузкаотдельных механизмов и узлов; нарушение реrулировки определенноrо узла или механизма
- 13.10.2020Просмотров: 19940
Описан порядок(последовательность) операций при настройке фуговального станка (фуганка). Почему нельзя проводить настройки до устранения основных неисправностей. Перечислен порядок простой и полной настройки станка.
- 10.09.2018Просмотров: 24299
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.

