
Оцилиндровку на поток!
Современные бревенчатые дома впечатляют изысканностью форм. Для изготовления срубов задействован целый арсенал оборудования, главное место в котором занимают оцилиндровочные станки. Они определяют качество сборки дома, его внешний вид и стоимость.
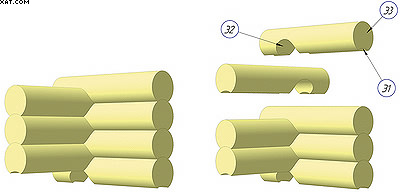
Рис. 1. Фрагмент сруба
Э1 –укладочный паз (тепловой замок),
Э2 – элемент «чашка»,
Э3 – торец бревна
Сооружение из обработанных бревен возводится путем их укладки друг на друга, с обязательной связью в углах особым способом. Один из вариантов такого соединения показан на рис. 1. В процессе подготовки строительного комплекта у бревна-заготовки снимается кора и частично заболонь с целью формирования геометрически правильной, гладкой цилиндрической поверхности, а также формируются укладочный паз (рис. 1, Э1), чашки (рис. b5a1595fe26b18d02ac5c097511, Э2), торцы (рис.1, Э3) и другие конструктивные элементы, предусмотренные проектом. Качественный сруб собирается без доработки деталей, не имеет перекосов, щелей, трещин и других дефектов древесины.
Для изготовления комплектов бревенчатых домов используются различные технологии, в зависимости от требований к ним, заданных объемом выпуска и экономической целесообразности в целом. Однако все методы производства включают в себя общую базовую операцию - преобразование исходного бревна в цилиндр заданного диаметра. В промышленных масштабах производства эта операция выполняется с помощью оцилиндровочных станков.
Для изготовления комплектов бревенчатых домов используются различные технологии, в зависимости от требований к ним, заданных объемом выпуска и экономической целесообразности в целом. Однако все методы производства включают в себя общую базовую операцию - преобразование исходного бревна в цилиндр заданного диаметра. В промышленных масштабах производства эта операция выполняется с помощью оцилиндровочных станков.
Устройство станков
Таблица 1
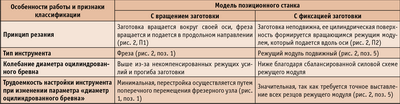
Таблица 2
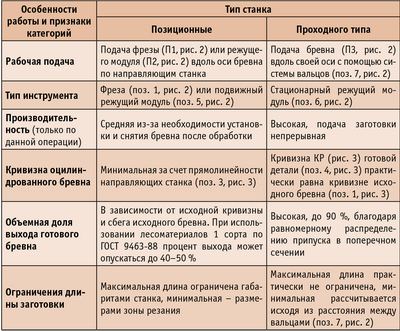
Рис. 2. Типы оцилиндровочных станков
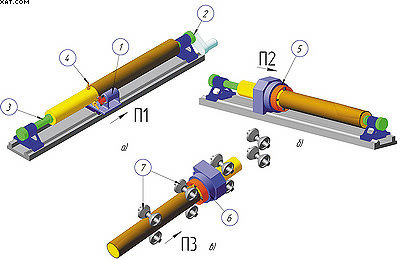
а) позиционный, с вращающимся бревном;
б) позиционный, с фиксированным положением заготовки;
в) проходного типа
1 – фрезерный узел,
2– центр с приводом вращения,
3 – второйцентр,
4– подвижный люнет,
5 – подвижный режущий модуль,
6– стационарный режущий модуль,
7 – вальцыподачи,
П1 – подача фрезы,
П2 – подача режущего модуля,
П3 – подача бревна
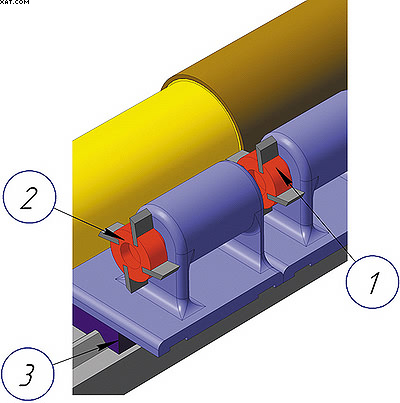
Рис. 3. Формирование цилиндрической поверхности
1– исходное бревно,
2 – первый (черновой) проход позиционным станком,
3– второй (чистовой) проход позиционным станком,
4 – обработка на станке проходного типа
КР – наследуемая от исходного бревна кривизна,
ДФ – внешние дефекты формы цилиндра
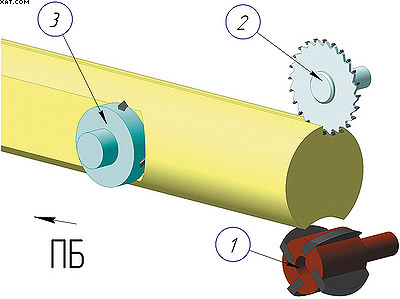
Рис. 4. Сдвоенный фрезерный узел
1 – фреза для «черновой» обработки,
2– фреза для «чистовой» обработки,
3 – общий суппорт
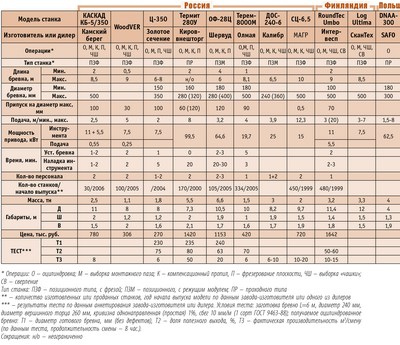
Рис. 5. Примеры формирования профиля бревна
1 – фреза для укладочного паза,
2 – пила для компенсационного паза,
3 – фреза для грани (лыски);
ПБ – направление подачи бревна(для станков проходного типа)
Таблица 2
Рис. 2. Типы оцилиндровочных станков
а) позиционный, с вращающимся бревном;
б) позиционный, с фиксированным положением заготовки;
в) проходного типа
1 – фрезерный узел,
2– центр с приводом вращения,
3 – второйцентр,
4– подвижный люнет,
5 – подвижный режущий модуль,
6– стационарный режущий модуль,
7 – вальцыподачи,
П1 – подача фрезы,
П2 – подача режущего модуля,
П3 – подача бревна
Рис. 3. Формирование цилиндрической поверхности
1– исходное бревно,
2 – первый (черновой) проход позиционным станком,
3– второй (чистовой) проход позиционным станком,
4 – обработка на станке проходного типа
КР – наследуемая от исходного бревна кривизна,
ДФ – внешние дефекты формы цилиндра
Рис. 4. Сдвоенный фрезерный узел
1 – фреза для «черновой» обработки,
2– фреза для «чистовой» обработки,
3 – общий суппорт
Рис. 5. Примеры формирования профиля бревна
1 – фреза для укладочного паза,
2 – пила для компенсационного паза,
3 – фреза для грани (лыски);
ПБ – направление подачи бревна(для станков проходного типа)
Оцилиндровочные станки (рис. 2) с помощью режущего инструмента снимают припуск древесины так, что в результате образуется деталь цилиндрической формы. В зависимости от характера продольного движения заготовки, они классифицируются на позиционные (рис. 2а и 2б) и проходного типа (рис. 2в). Позиционные станки, в свою очередь, делятся на модели, в которых бревно вращается (рис. 2а) или занимает фиксированное положение (рис. 2б) во время его обработки. Особенности работы каждого вида оборудования и признаки категорий кратко представлены в табл. 1 и 2.
Позиционные станки, которые оборудованы фрезерным узлом (рис. 2а), оперативно настраиваются на требуемый диаметр обработки. Для этого достаточно переместить суппорт фрезерного узла (рис. 2а, поз. 1) в поперечном направлении. Это преимущество в полной мере проявляется, когда обрабатываются бревна с большой кривизной и требуется несколько проходов, чтобы снять значительные неравномерные припуски. На рис. 3 показана деталь № 2 после первого прохода, удалено 19 % объема заготовки. Видны дефекты формы, вызванные искривлением исходной поверхности. Для достижения минимальной кривизны и целостной поверхности вторым проходом инструмента снимается дополнительный припуск. При этом теряется производительность и снижается доля выхода готовой продукции. Например, деталь № 3 (рис. 3) безупречна, но для ее изготовления потребовалось вдвое больше времени, чем для детали № 2, а в стружку переходит 51 % исходного бревна.Снижения производительности можно избежать, если установить на станок второй фрезерный узел (рис. 4,поз. 2). Оба узла (рис. 4, поз. 1 и 2) в итоге могут раздельно перемещаться в поперечном направлении и соответственно снимать разный припуск. Поскольку они расположены на общем суппорте (рис. 4, поз. 3), то черновая и чистовая обработка бревна осуществляется в течение одного рабочего цикла. Кроме того, в этом случае фрезы отличаются типом ножей и вращаются с различной скоростью в соответствии с режимом фрезерования.
На позиционных станках с фрезерным узлом (рис. 2а) возникают односторонние силы резания, которые изгибают заготовку, провоцируя ее колебания. В результате отклонение диаметра в разных сечениях может превысить допустимое значение, а из-за вибрации появятся дефекты цилиндрической поверхности - волнистость, большая шероховатость, выступы и т. д. Для предотвращения подобных явлений на суппорт устанавливается специальный подвижный люнет (рис. 2, поз. 4), который фиксирует положение центра и демпфирует возникающие колебания заготовки.
Позиционные станки с подвижным режущим модулем (рис. 2б) снимают припуск древесины при помощи резцов, расположенных на специальной вращающейся ступице (рис. 2, поз. 5). Если инструмент выставлен правильно, тогда все режущие кромки участвуют в процессе резания, а благодаря их симметричному расположению силы резания в поперечном сечении взаимно компенсируются и не воздействуют на бревно при условии, если припуск равномерный. Как правило, получаемые на таких станках бревна отличаются исключительно правильной геометрией, так как расстояние между противоположными резцами в ступице, определяющее диаметр готового цилиндра, во время подачи П2 не меняется.
Подвижный режущий модуль (рис. 2, поз. 5) - достаточно сложный механизм, оснащенный специальными подшипниками большого диаметра и элементами фиксации инструмента. Сложность перестройки всех резцов на новый диаметр обработки снижает производительность в условиях, когда часто меняется производственная программа либо типоразмер сырья. Кроме того, неправильная установка резцов, износ опор и направляющих могут снизить заявленную точность обработки до нуля. Для данного модуля необходим особый набор приспособлений, способных сделать его перестройку точной и оперативной.
Во время обработки на позиционном оборудовании с подвижным режущим модулем заготовка неподвижна и фиксируется центрами с помощью гидравлического цилиндра. При этом на подвижный суппорт монтируется дополнительный фрезерный узел для формирования необходимых продольных пазов или граней у бревна, все это происходит одновременно с обработкой его цилиндрической части. Такая комбинация повышает суммарную производительность производства и точность готовых изделий, так как деталь во время фрезерования не меняет своего положения.
Для ускоренной и точной установки заготовки в центры на всех позиционных станках целесообразно использовать гидравлические укладчики. С их помощью бревно переносится от подающего транспортера или поднимается с фундамента на высоту центров. В результате сокращается подготовительно-заключительное время операции и решается задача равномерного распределения припуска по всей поверхности, что для станков с режущим модулем (рис. 2б) действительно актуально.
Фактическая производительность данного вида оборудования во многом зависит от целого ряда факторов: механизации производства, состояния сырья - кривизны, сбега, пороков бревна, номенклатуры готовых деталей, конфигурации технологической схемы цеха, вынужденных простоев и т. д. Теоретическое значение этого параметра - 15-25 м в смену, рассчитываемое как произведение величины подачи, времени работы и среднего диаметра заготовок, на практике же не превышает 10-15 м3.
Такой показатель приемлем для небольших предприятий, ориентированных непосредственно на эксклюзивные проекты бревенчатых домов.
Для серийного производства стройкомплектов срубов предназначены оцилиндровочные станки проходного типа (рис. 2в).
Их реальная производительность близка к расчетной – 100–120 бревен за восьмичасовую смену, что составляет около 35 м3. Бревна могут подаваться непрерывно, что объясняет такой высокий результат. В отличие от позиционных, в станках проходного типа в осевом направлении подается не инструмент, а заготовка, и по этой причине режущий модуль (рис. 2, поз. 6) – стационарный и не меняет своего положения во время обработки заготовки. В остальном он идентичен модулю (рис. 2, поз. 5) позиционного станка: припуск древесины снимают резцы, расположенные на ступице, совершающей вращательное движение.
У станков проходного типа высокий процент выхода готовой продукции. Чаще всего припуск, необходимый для формирования поперечного сечения бревна в виде круга, в данной технологии составляет всего 10–20 мм на диаметре. Достигается это за счет центрирования заготовки в непосредственной близости к зоне резания, и ось получаемого цилиндра практически совпадает с центром обрабатываемого участка бревна. Но по той же причине возникает кривизна КР (рис. 3) готовой детали, идентичная по форме и величине искривлению исходной заготовки. Компенсировать такой недостаток можно двумя способами: выбрать в качестве исходного сырья ровные бревна или распиливать получаемый полуфабрикат на детали длиной 1–2 м. Оцилиндровочные станки проходного типа имеют ограничения минимальной длины заготовки, чтобы в процессе обработки бревно не оказалось в промежутке между вальцами (рис. 2, поз. 7). В зону обработки помимо режущего модуля (рис. 2, поз. 6) устанавливаются фрезерные узлы, пилы для необходимого профилирования готового бревна. Такой подход преобразует оцилиндровочный станок в универсальный обрабатывающий комплекс, применяемый как для изготовления срубов, так и для переработки тонкомера, изготовления доски, декоративной рейки и т.д.
1– фреза, ПФ – подача фрезы, КП – кромки паза
В целях достижения высокого качества получаемых изделий оцилиндровочные станки промышленного класса всех типов оснащаются массивной станиной, мощными приводами (7–90 кВт), точными опорами и направляющими, включая удобную систему управления. В частности, для настройки оптимальных режимов резания хорошо зарекомендовали себя частотные преобразователи, предназначенные для плавной регулировки скорости электропривода подачи инструмента или заготовки (2–5 м/мин.). Для повышения уровня безопасности зона резания максимально закрывается различными ограждениями, а пульт управления располагается на достаточном расстоянии от нее. Для удаления стружки в позиционных станках применяются ленточные или скребковые конвейеры в качестве штатных элементов конструкции, а в комплексах проходного типа – аспирация на основе пневмотранспорта.
Технологическая схема обработки бревна для домостроения реализуется либо набором специального оборудования, либо с помощью универсальных обрабатывающих комплексов. Оцилиндровочные, фрезерные, торцовочные, сверлильные станки, связанные транспортными потоками, формируют масштабное производство, которое ориентировано на массовый выпуск стройкомплектов бревенчатых домов. Для небольших предприятий особый интерес представляют оцилиндровочные станки, наделенные дополнительными функциями, которые предназначены для полного цикла изготовления каждой детали сруба.
Позиционные станки, которые оборудованы фрезерным узлом (рис. 2а), оперативно настраиваются на требуемый диаметр обработки. Для этого достаточно переместить суппорт фрезерного узла (рис. 2а, поз. 1) в поперечном направлении. Это преимущество в полной мере проявляется, когда обрабатываются бревна с большой кривизной и требуется несколько проходов, чтобы снять значительные неравномерные припуски. На рис. 3 показана деталь № 2 после первого прохода, удалено 19 % объема заготовки. Видны дефекты формы, вызванные искривлением исходной поверхности. Для достижения минимальной кривизны и целостной поверхности вторым проходом инструмента снимается дополнительный припуск. При этом теряется производительность и снижается доля выхода готовой продукции. Например, деталь № 3 (рис. 3) безупречна, но для ее изготовления потребовалось вдвое больше времени, чем для детали № 2, а в стружку переходит 51 % исходного бревна.Снижения производительности можно избежать, если установить на станок второй фрезерный узел (рис. 4,поз. 2). Оба узла (рис. 4, поз. 1 и 2) в итоге могут раздельно перемещаться в поперечном направлении и соответственно снимать разный припуск. Поскольку они расположены на общем суппорте (рис. 4, поз. 3), то черновая и чистовая обработка бревна осуществляется в течение одного рабочего цикла. Кроме того, в этом случае фрезы отличаются типом ножей и вращаются с различной скоростью в соответствии с режимом фрезерования.
На позиционных станках с фрезерным узлом (рис. 2а) возникают односторонние силы резания, которые изгибают заготовку, провоцируя ее колебания. В результате отклонение диаметра в разных сечениях может превысить допустимое значение, а из-за вибрации появятся дефекты цилиндрической поверхности - волнистость, большая шероховатость, выступы и т. д. Для предотвращения подобных явлений на суппорт устанавливается специальный подвижный люнет (рис. 2, поз. 4), который фиксирует положение центра и демпфирует возникающие колебания заготовки.
Позиционные станки с подвижным режущим модулем (рис. 2б) снимают припуск древесины при помощи резцов, расположенных на специальной вращающейся ступице (рис. 2, поз. 5). Если инструмент выставлен правильно, тогда все режущие кромки участвуют в процессе резания, а благодаря их симметричному расположению силы резания в поперечном сечении взаимно компенсируются и не воздействуют на бревно при условии, если припуск равномерный. Как правило, получаемые на таких станках бревна отличаются исключительно правильной геометрией, так как расстояние между противоположными резцами в ступице, определяющее диаметр готового цилиндра, во время подачи П2 не меняется.
Подвижный режущий модуль (рис. 2, поз. 5) - достаточно сложный механизм, оснащенный специальными подшипниками большого диаметра и элементами фиксации инструмента. Сложность перестройки всех резцов на новый диаметр обработки снижает производительность в условиях, когда часто меняется производственная программа либо типоразмер сырья. Кроме того, неправильная установка резцов, износ опор и направляющих могут снизить заявленную точность обработки до нуля. Для данного модуля необходим особый набор приспособлений, способных сделать его перестройку точной и оперативной.
Во время обработки на позиционном оборудовании с подвижным режущим модулем заготовка неподвижна и фиксируется центрами с помощью гидравлического цилиндра. При этом на подвижный суппорт монтируется дополнительный фрезерный узел для формирования необходимых продольных пазов или граней у бревна, все это происходит одновременно с обработкой его цилиндрической части. Такая комбинация повышает суммарную производительность производства и точность готовых изделий, так как деталь во время фрезерования не меняет своего положения.
Для ускоренной и точной установки заготовки в центры на всех позиционных станках целесообразно использовать гидравлические укладчики. С их помощью бревно переносится от подающего транспортера или поднимается с фундамента на высоту центров. В результате сокращается подготовительно-заключительное время операции и решается задача равномерного распределения припуска по всей поверхности, что для станков с режущим модулем (рис. 2б) действительно актуально.
Фактическая производительность данного вида оборудования во многом зависит от целого ряда факторов: механизации производства, состояния сырья - кривизны, сбега, пороков бревна, номенклатуры готовых деталей, конфигурации технологической схемы цеха, вынужденных простоев и т. д. Теоретическое значение этого параметра - 15-25 м в смену, рассчитываемое как произведение величины подачи, времени работы и среднего диаметра заготовок, на практике же не превышает 10-15 м3.
Такой показатель приемлем для небольших предприятий, ориентированных непосредственно на эксклюзивные проекты бревенчатых домов.
Для серийного производства стройкомплектов срубов предназначены оцилиндровочные станки проходного типа (рис. 2в).
Их реальная производительность близка к расчетной – 100–120 бревен за восьмичасовую смену, что составляет около 35 м3. Бревна могут подаваться непрерывно, что объясняет такой высокий результат. В отличие от позиционных, в станках проходного типа в осевом направлении подается не инструмент, а заготовка, и по этой причине режущий модуль (рис. 2, поз. 6) – стационарный и не меняет своего положения во время обработки заготовки. В остальном он идентичен модулю (рис. 2, поз. 5) позиционного станка: припуск древесины снимают резцы, расположенные на ступице, совершающей вращательное движение.
Таблица 3
Подачу и центрирование бревна осуществляет система вальцов (рис. 2, поз. 7) конической формы. Вальцы подающей группы имеют более рельефный профиль для надежного сцепления с заготовкой, прижим, как правило, производится гидроцилиндрами. Важно, чтобы во время подачи бревно оптимально располагалось относительно оси режущего модуля (рис. 2 поз. 7) для равномерного распределения удаляемого припуска.У станков проходного типа высокий процент выхода готовой продукции. Чаще всего припуск, необходимый для формирования поперечного сечения бревна в виде круга, в данной технологии составляет всего 10–20 мм на диаметре. Достигается это за счет центрирования заготовки в непосредственной близости к зоне резания, и ось получаемого цилиндра практически совпадает с центром обрабатываемого участка бревна. Но по той же причине возникает кривизна КР (рис. 3) готовой детали, идентичная по форме и величине искривлению исходной заготовки. Компенсировать такой недостаток можно двумя способами: выбрать в качестве исходного сырья ровные бревна или распиливать получаемый полуфабрикат на детали длиной 1–2 м. Оцилиндровочные станки проходного типа имеют ограничения минимальной длины заготовки, чтобы в процессе обработки бревно не оказалось в промежутке между вальцами (рис. 2, поз. 7). В зону обработки помимо режущего модуля (рис. 2, поз. 6) устанавливаются фрезерные узлы, пилы для необходимого профилирования готового бревна. Такой подход преобразует оцилиндровочный станок в универсальный обрабатывающий комплекс, применяемый как для изготовления срубов, так и для переработки тонкомера, изготовления доски, декоративной рейки и т.д.
1– фреза, ПФ – подача фрезы, КП – кромки паза
Технологическая схема обработки бревна для домостроения реализуется либо набором специального оборудования, либо с помощью универсальных обрабатывающих комплексов. Оцилиндровочные, фрезерные, торцовочные, сверлильные станки, связанные транспортными потоками, формируют масштабное производство, которое ориентировано на массовый выпуск стройкомплектов бревенчатых домов. Для небольших предприятий особый интерес представляют оцилиндровочные станки, наделенные дополнительными функциями, которые предназначены для полного цикла изготовления каждой детали сруба.
Опции
На рис. 5 представлены наиболее распространенные способы профилирования оцилиндрованного бревна. Формирование пазов и граней осуществляется фрезами специального профиля или стандартными пилами. В зависимости от конструкции станка и его типа, данные операции выполняются одновременно с образованием цилиндрической части или в процессе дополнительного цикла. Важно, чтобы заготовка между операциями сохраняла свои установочные базы, так как любая переустановка влечет потерю точности изготовления тех или иных конструктивных элементов. Такой принцип достаточно хорошо реализуется на станках позиционного типа, особенно в модификациях с фиксированным положением заготовки (рис. 2б). Здесь последовательно или совместно неподвижное бревно обтачивается и фрезеруется соответствующими инструментальными модулями. Отклонения размеров здесь могут возникать только из-за состояния самого оборудования – чрезмерного износа направляющих, недостаточной жесткости конструкции или неправильной настройки инструмента.
На позиционных станках с подвижным фрезерным узлом (рис. 2а) дополнительные операции выполняются только после обработки цилиндра. Механизм вращения бревна (рис. 2, поз. 2) блокируется, а на суппорт устанавливаются соответствующие опции – пилы или фрезы. Решающее значение имеет оперативность установки дополнительных узлов, иначе выигрыш в качестве может вызвать существенные простои оборудования в связи с длительной переналадкой.
Станки проходного типа, как правило, имеют необходимые технологические опции в базовой комплектации. Фрезерные и пильные узлы располагаются за режущим модулем (рис. 2, поз. 6) по ходу движения заготовки (рис. 2, ПР3). Как и в рассмотренном случае формирования цилиндрической поверхности, у готовой детали возможны отклонения от прямолинейности кромок пазов и пластей, при условии если исходная заготовка имела значительную кривизну (рис. 3, поз. 1). С другой стороны, при такой схеме обработки все элементы профиля в каждом поперечном сечении детали имеют идеальное взаимное расположение.
Конструктивный элемент «чашка» выполняется с помощью специального агрегата, принцип работы которого представлен на рис. 6. Агрегат состоит из фрезерного узла (рис. 6, поз. 1) и прямолинейных направляющих, необходимых для выполнения подачи инструмента ПФ в осевом направлении. Как только чашка полностью сформирована, фреза возвращается в исходное положение. Агрегат может функционировать как самостоятельное устройство, внедренное в технологический поток. В этом случае в качестве опорной базы используются кромки укладочного паза КП (рис. 6), относительно которого ориентируется ось чашки. Фреза при этом входит в заготовку ниже ее центра - это наиболее распространенная компоновка устройства.
Однако наилучшие показатели точности достигаются при условии, если агрегат устанавливается на суппорт позиционных оцилиндровочных станков, с вертикальным расположением оси фрезы. После выполнения всех операций, до момента снятия бревна со станка, агрегат подводится к нужному месту и выбирает чашку. Теоретически в данном случае ось чашки может быть сформирована под любым углом к плоскости, образуемой кромками монтажного паза КП (рис. 6). Для этого необходимо, чтобы бревно в центрах поворачивалось на определенный угол и фиксировалось в новом положении. Если вместо фрезы установить сверло, то устройства подобного типа способны сверлить в бревне отверстия в поперечном направлении.
На позиционных станках с подвижным фрезерным узлом (рис. 2а) дополнительные операции выполняются только после обработки цилиндра. Механизм вращения бревна (рис. 2, поз. 2) блокируется, а на суппорт устанавливаются соответствующие опции – пилы или фрезы. Решающее значение имеет оперативность установки дополнительных узлов, иначе выигрыш в качестве может вызвать существенные простои оборудования в связи с длительной переналадкой.
Станки проходного типа, как правило, имеют необходимые технологические опции в базовой комплектации. Фрезерные и пильные узлы располагаются за режущим модулем (рис. 2, поз. 6) по ходу движения заготовки (рис. 2, ПР3). Как и в рассмотренном случае формирования цилиндрической поверхности, у готовой детали возможны отклонения от прямолинейности кромок пазов и пластей, при условии если исходная заготовка имела значительную кривизну (рис. 3, поз. 1). С другой стороны, при такой схеме обработки все элементы профиля в каждом поперечном сечении детали имеют идеальное взаимное расположение.
Конструктивный элемент «чашка» выполняется с помощью специального агрегата, принцип работы которого представлен на рис. 6. Агрегат состоит из фрезерного узла (рис. 6, поз. 1) и прямолинейных направляющих, необходимых для выполнения подачи инструмента ПФ в осевом направлении. Как только чашка полностью сформирована, фреза возвращается в исходное положение. Агрегат может функционировать как самостоятельное устройство, внедренное в технологический поток. В этом случае в качестве опорной базы используются кромки укладочного паза КП (рис. 6), относительно которого ориентируется ось чашки. Фреза при этом входит в заготовку ниже ее центра - это наиболее распространенная компоновка устройства.
Однако наилучшие показатели точности достигаются при условии, если агрегат устанавливается на суппорт позиционных оцилиндровочных станков, с вертикальным расположением оси фрезы. После выполнения всех операций, до момента снятия бревна со станка, агрегат подводится к нужному месту и выбирает чашку. Теоретически в данном случае ось чашки может быть сформирована под любым углом к плоскости, образуемой кромками монтажного паза КП (рис. 6). Для этого необходимо, чтобы бревно в центрах поворачивалось на определенный угол и фиксировалось в новом положении. Если вместо фрезы установить сверло, то устройства подобного типа способны сверлить в бревне отверстия в поперечном направлении.
Оценка качества
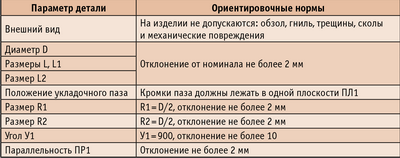
Объективная оценка любого оцилиндровочного станка или технологического комплекса на основе данного вида оборудования осуществляется по результатам исследования тестовой детали, изготовленной на этом станке. Для примера в качестве теста выбрано оцилиндрованное бревно с монтажным пазом и чашкой (рис. 7).
В табл. 4 приведены ориентировочные нормы, действующие в отношении параметров данного изделия. Иные требования к размерам устанавливаются на основе конкретного строительного проекта его непосредственным заказчиком.
В табл. 4 приведены ориентировочные нормы, действующие в отношении параметров данного изделия. Иные требования к размерам устанавливаются на основе конкретного строительного проекта его непосредственным заказчиком.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
Рекомендуем прочесть
- 28.12.2020Просмотров: 1940
Современные бревенчатые дома впечатляют изысканностью форм. Для изготовления срубов задействован целый арсенал оборудования, главное место в котором занимают оцилиндровочные станки. Они определяют качество сборки дома, его внешний вид и стоимость
- 28.12.2020Просмотров: 1845
В данной статье рассмотрим варианты и характеристики оцилиндровочных станков
- 28.12.2020Просмотров: 1976
По каким критериям будем рассматривать оборудование, представленное на отечественном рынке деревообрабатывающих станков?

