
Преимущества многошпиндельных головок на присадочных станках
Несколько вертикально расположенных головок с набором режущего инструмента, горизонтальный шпиндель для работы по торцам, требуют автоматических контроллеров и регулировки скорости вращения. Фиксирование детали обеспечивают пневматические зажимы. Устройство привода обеспечивает одновременную работу узлов.
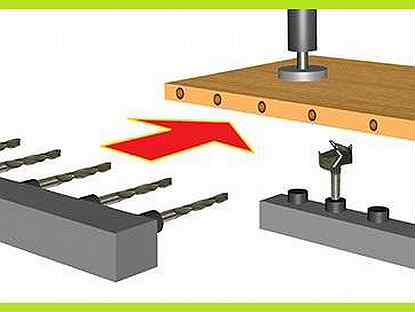
Принцип работы оборудования
Компоновка оборудования дает такие преимущества одновременной обработки:
- точные настройки программируются, дополнительные (поправочные) значения вносятся быстро с пульта;
- серийность (повторяемость) операций по действию в 2 плоскостях;
- изменение угла наклона сверла;
- нарезка правого и левого винта;
- возможность применения в конвейерных линиях при оснащении автоматами выгрузки/подачи сырья.
Шпиндели присадочного станка SCM Cuspide 21
Количество шпинделей варьируется, чаще всего их 21 или 27 шт. Соответственно, по центрам крайних сверлильных мест будет 64/83,2 см. Патроны устанавливаются под хвостовики Ø 5 мм, Ø 10 мм. Максимальный Ø на сверлильно-присадочные центры 12 мм. Сверла изготавливаются из твердых сплавов для интенсивных условий работы.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 28.12.2020Просмотров: 4878
Присадочный станок – это сверлильное оборудование, которое позволяет провести подготовку сквозных и глухих отверстий по шаблону на элементах сборной мебели. Применение данной установки позволяет за один раз подготовить деталь к сборке. Использование подобного оборудования существенно ускоряет работу и повышает ее точность
- 04.03.2025Просмотров: 1084
В 2025 году сверлильно-присадочные станки остаются ключевым оборудованием для мебельного производства, обеспечивая высокую точность и скорость выполнения операций. В этом рейтинге мы рассмотрим лучшие модели сверлильно-присадочных станков, которые заслужили доверие специалистов благодаря своей надежности, производительности и удобству использования. Среди них – станки DELTAMACHINERY DM PROLINE 21, MZ-1, WOODTEC 21 PRO, ROBLAND BM-21 и MAGGI BORING SYSTEM 21 PRESTIGE.
- 28.12.2020Просмотров: 1931
Несколько вертикально расположенных головок с набором режущего инструмента, горизонтальный шпиндель для работы по торцам, требуют автоматических контроллеров и регулировки скорости вращения. Фиксирование детали обеспечивают пневматические зажимы. Устройство привода обеспечивает одновременную работу узлов

