
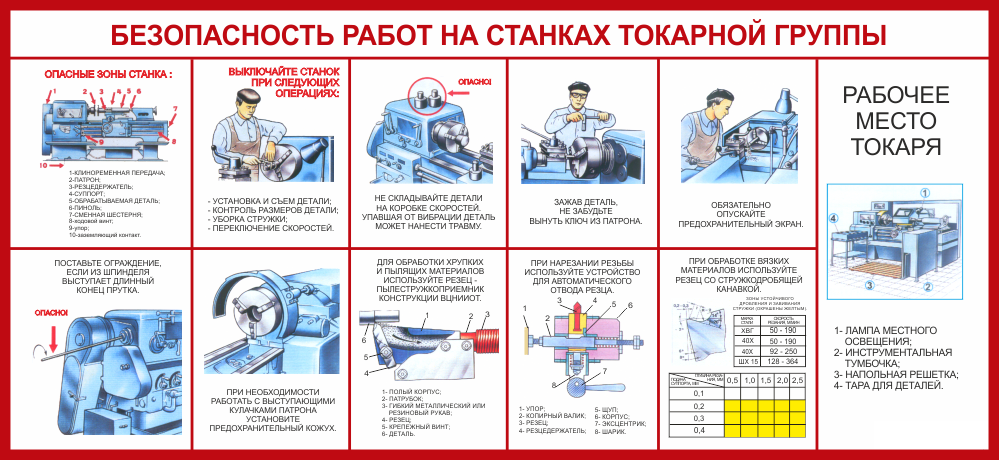
Техника безопасности при работе на станке
Как часто в нашей жизни мы либо сами сталкиваемся, либо наблюдаем со стороны за таким явлением, как нарушение инструкций?...Нередко!
Производителей всевозможного оборудования, в том числе и металлообрабатывающих станков зачастую априори обвиняют в практически любой неисправности станка, повлекший остановку рабочего процесса. Если подумать, то любой Директор производственной компании должен вступится за своего сотрудника, особенно молодого, набивающего себе шишки подчиненного. Молодых (неопытных) пугать нельзя, а то убегут и вложенные в них деньги, знания, да и нервы в конце концов будут потрачены зря. Но при этом, кто не попытается переложить свою «головную боль» на гарантию, чтобы не било по кошельку?
В одном из произведений технического "утописта" Жака Фреско было написано: "Роботы уже сегодня могут выполнять практически всю тяжёлую и монотонную так называемую «чёрную» работу. В ближайшем будущем человек сможет заниматься исключительно творческой деятельностью, а также уделять больше времени своим родным и близким". Но пока, к сожалению, мы не доросли до данного уровня. Безусловно, сегодня большинство процессов выполняется не вручную, а с помощью станков, но за ними надо следить, как за детьми, для исправной и долгой работы.
Мы все любим и хотим смотреть на красивую работу фрезерного или токарного станка, наблюдать как снимается слой за слоем и заготовка превращается в определенную деталь, порой даже во что-то грандиозное, например в блок V-образного двигателя.

Но практика не бывает без ошибок. Самые главные враги при работе на станках — это невнимательность и халатность. Нередко можно слышать о поломках револьверной головы из-за ее врезания в патрон или ударе шпинделя о заготовку (это касаемо обрабатывающих центров), что уж говорить о наплавлении заготовок и инструмента при неправильном охлаждении, если оно вообще есть или поломках режущего инструмента из-за неправильных кодов на стойке ЧПУ или неверно подобранных технологичных режимах. Ещё страшнее - неправильная фиксация (зажатие) заготовок: при работе на больших оборотах заготовка вылетает с огромной скоростью и энергией, в результате чего страдают важные элементы станка или «привлекательная часть» тела оператора не выполнившего технику безопасности и не изучившего руководства по эксплуатации.
Можно рассмотреть также и лень (экономность). Только представьте себе токарный станок, из которого наружу через шпиндельное отверстие свисает пруток длиной метр - полтора. Вот только обороты в шпинделе высокие! И «хвост» начинает вертеть и заготовка изгибается всё больше, начинается очень сильная вибрация шпиндельной бабки. В лучшем случае срабатывает защита, а горе оператор выключит станок и, почесав «репу», установит пруток нужной длины. В худшем - поломка станка и пострадавшие люди.
Деловой престиж любой производственной компаний зависит не только от объема и качества выпускаемой продукции, но и в большой степени от грамотного работающего и обслуживающего персонала, срока безаварийной работы, отсутствия несчастных случаев и производственных травм. Правильная организация мер по охране труда и строгое соблюдение техники безопасности при работе на станках – залог выигрышной безукоризненной политики и конкурентное превосходство нынешнего металлообрабатывающего предприятия.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.01.2025Просмотров: 982
Токарные станки — это незаменимое оборудование для обработки различных металлов, используемое как в производственных, так и в домашних мастерских. В 2025 году рынок настольных токарных станков по металлу предлагает несколько моделей, которые могут удовлетворить потребности как новичков, так и опытных пользователей. В нашем рейтинге мы рассмотрим пять популярных моделей, которые выделяются своими характеристиками, функциональностью и надежностью.
- 05.02.2021Просмотров: 6600
На токарном станке с ЧПУ при обработке серийных заготовок возможно повышение производительности и уменьшение вовлечения оператора в выпуск готовых изделий при помощи: гидравлический патрон, трехкулачковый, податчик прутка
- 08.09.2020Просмотров: 6138
Топ 6 токарных станков с ЧПУ. Представляем Вашему вниманию сравнительную таблицу оборудования с ЧПУ.

