
Топ 5 токарно-фрезерных станков по металлу
| Фото |
 |
 |
 |
 |
 |
| Название |
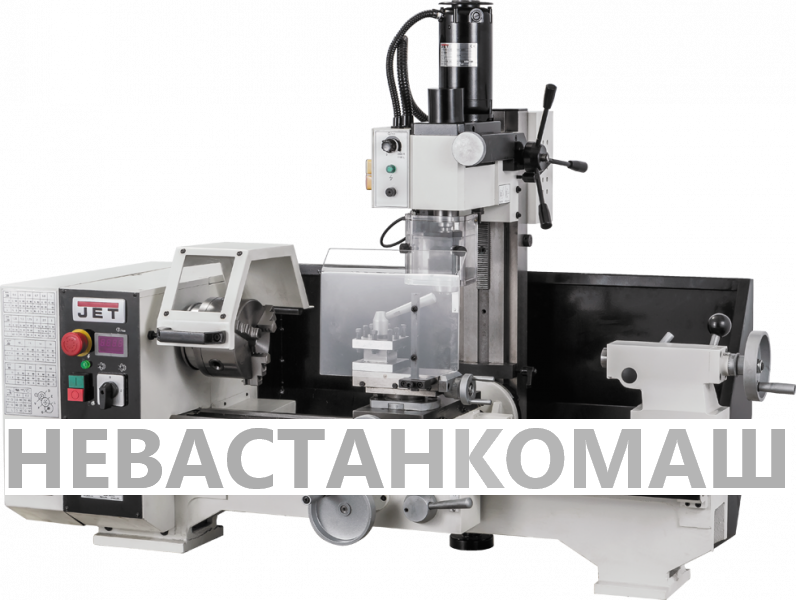
НАСТОЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК ПО МЕТАЛЛУ JET BD-10DMA |
СТАНОК ТОКАРНО-ФРЕЗЕРНЫЙ ПО МЕТАЛЛУ ЭНКОР КОРВЕТ 407 |
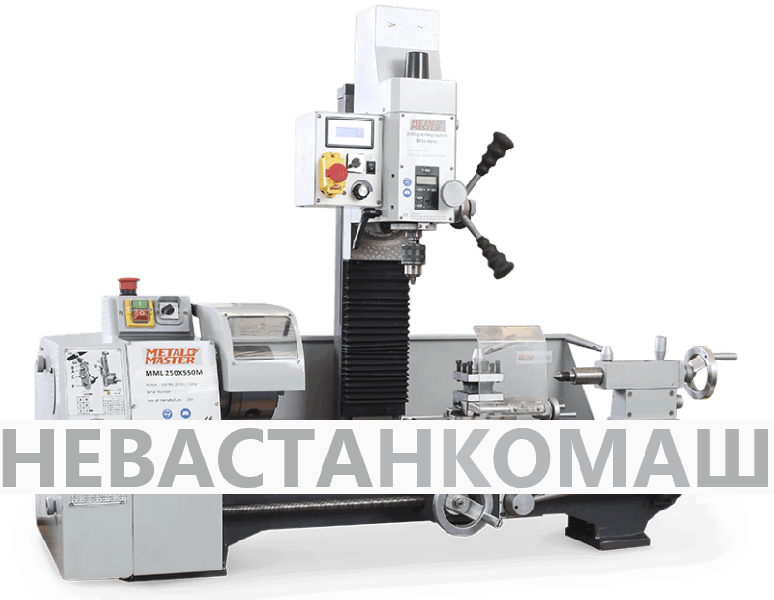
ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК METAL MASTER MML 2550 MV |
КОМБИНИРОВАННЫЙ ТОКАРНЫЙ СТАНОК PROMA SPV-500C |
КОМБИНИРОВАННЫЙ ТОКАРНЫЙ СТАНОК PROMA SKF-800 |
| Производитель | Jet (Швейцария) | Энкор Корвет (Россия) | Metal Master (Россия) | Proma (Чехия) | Proma (Чехия) |
| Рейтинг |
|
|
|
|
|
| Цена |

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.08.2020Просмотров: 2517
Главные преимущества школьных станков – простая конструкция, широкие возможности для выполнения различных токарных работ, практичность и неприхотливость в обслуживании. При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать.
- 27.08.2020Просмотров: 3881
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро -пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель.
- 04.09.2020Просмотров: 2258
Современные настольные токарные станки обладают большим спектром возможностей и позволяют их владельцам даже в условиях небольшой мастерской выполнять широкий спектр операций по обработке различных материалов. Можно сказать, что они по многим позициям вполне способны заменить собой заводские агрегаты.

