Трубонарезной станок применяют при токарной обработке труб и соединяющих их деталей. Трубонарезной станок 1Н983 обеспечивает точение концов труб, различных видов резьбы. Его применяют при изготовлении деталей мелкими сериями.

Модельный ряд трубонарезных станков начинается с модели 1А983. Модель была усовершенствована, поэтому появился трубонарезной станок 1Н983. Его предназначение — получение следующих видов резьбы:
Резьбу нарезают на трубах:
Кроме этого обработке подвергают муфты, переводники, другие изделия. Трубонарезной станок 1Н983 применяют для проведения их ремонта.
Соединения из полученных труб, муфт применяют на буровых установках для разведки полезных ископаемых, при добыче с последующим транспортированием нефти, газа.
Конструкция труборезного станка 1Н983 предусматривает следующие составные части:
Конструкция станины трубонарезного 1Н983 станка обеспечивает жёсткость за счёт поперечных рёбер.
Наличие закалённых направляющих сообщает точные перемещения суппорту с закреплённым режущим инструментом. Пара призматических направляющих позволяет избежать поперечного смещения суппорта, задней бабки в результате воздействия сил резания.
Удаление стружки, СОЖ производится через люки в станине, наклон которых направлен противоположно от рабочей зоны.
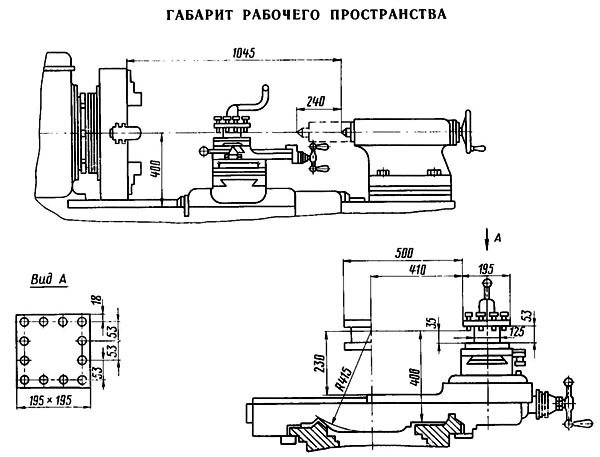
Габариты рабочего пространства станка 1Н983
На станине, кроме суппорта и задней бабки, размещён командоаппарат. Он предназначен регулировать передвижение резцов в поперечном направлении. Конструкция задней бабки не отличается от аналогичных устройств универсальных токарных станков.
Она находится в левой части станины трубонарезного станка. Основным элементом её является пустотелый (полый) шпиндель, опорами которого являются конические роликовые подшипники. Они нужны для восприятия нагрузок комбинированного типа (радиальной, осевой). Предусмотрена выверка горизонтального расположения шпинделя, его регулировка с помощью винтов, располагающихся в задней части бабки.

Общий вид трубонарезного станка 1Н983
Вращение шпинделю сообщает электродвигатель посредством клиновых ремней и шкивов, которые передают вращение шестерням коробки скоростей. Изменение скорости производят передвижением блоков шестерён.
На шпинделе закрепляют патрон 1Н983 (по одному справа и слева). Механизм их зажима размещён внутри бабки. Он приводится в движение электродвигателем. Предусмотрена блокировка, обеспечивающая невозможность его включения при вращении шпинделя.
При обработке труба зажимается сразу 2 патронами и вращается вместе со шпинделем. Он имеет возможность вращаться в 2 направлениях (прямом и обратном).
Гитара обеспечивает передачу вращения от коробки скоростей шестерёнкам коробки реверса и подач. Она находится с левой стороны передней бабки.
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи. Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
Различают три вида люнетов, которые используют при обработке трубы. Один из них традиционный, который устанавливают на станину станка. Второй ставят на каретку суппорта для поддержания трубы в непосредственной близости от резца. Третий используют для поддержания конца трубы при её обработке. Его называют люнетом-поддержкой, так как он имеет свой фундамент и размещён от трубонарезного станка 1Н983 на расстоянии, который равен длине трубы после закрепления её в патронах.
Два самоцентрирующихся патрона 1Н983 с 4 кулачками установлены на шпинделе. Кулачки движутся при передвижении спирального диска, вращающегося вслед за патронной шестерней. Зажимной механизм отключается при разжиме кулачков до упора, зажиме трубы.

Внешний вид трубонарезного станка 1Н983
Технические характеристики трубонарезного станка 1Н983 включают следующие параметры (мм):
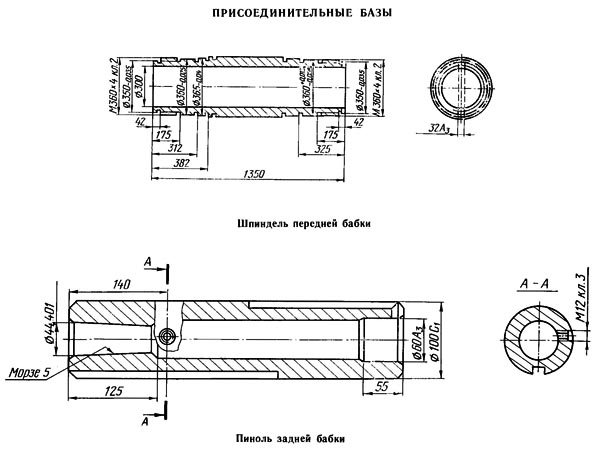
Посадочные и присоединительные размеры шпинделя станка 1Н983
Дополнительные характеристики:
Трубонарезной станок 1Н983 обеспечивает нормальный класс точности продукции. Вес его 9050 кг.
Изготовителем трубонарезного станка 1Н983 является Рязанский станкозавод. Техническая документация на него содержит следующие документы:
Паспорт станка 1Н983 содержит данные о его технических параметрах, возможностях применения, комплекте поставки, гарантиях, свидетельстве приёмки ОТК. Свидетельство приёмки отражает фактические данные по результатам испытаний оборудования, в том числе по выполнению норм точности, жёсткости.
В заключение, перечислим основные особенности станка:
Трубонарезные станки — это специализированные устройства, предназначенные для точной обработки труб, резки и нарезания резьбы. В 2025 году рынок предлагает широкий выбор таких станков, которые могут быть оснащены различными функциями, включая ЧПУ для повышения точности и автоматизации процессов. В нашем рейтинге представлены лучшие модели трубонарезных станков, которые отличаются высокой производительностью, надежностью и возможностями для работы с различными типами металлов и труб.
Трубонарезной станок применяют при токарной обработке труб и соединяющих их деталей. Трубонарезной станок 1Н983 обеспечивает точение концов труб, различных видов резьбы. Его применяют при изготовлении деталей мелкими сериями.
Топ 4 трубонарезных станков по металлу. Сравниваем цены, характеристики и производителей.
Мы используем файлы cookie для функционирования сайта. Продолжая навигацию по сайту, вы косвенно предоставляете свое согласие на использование cookie. Подробнее...