
Выбор сварочного защитного газа. Правильный выбор
Влияние сварочного газа на процесс сварки
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий. - Гелий
Гелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон. - Углекислый газ
Углекислый газ CO2 – активный газ - обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- Кислород
Кислород - двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. - Водород
Водород - двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат - широкий на поверхности сварочный шов. Проплавление увеличенное.
Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали - для увеличения мощности и сокращения шлака. - Азот
Азот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных газов и их смесей:
| Сварка TIG | Сварка MIG MAG | |||||
| Сварочный газ или смесь |
Сталь | Нерж. сталь |
Алюминий | Сталь | Нерж. сталь |
Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х | |||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ H2 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х | |||||
Стоимость сварочного газа на фоне общей стоимости сварочных работ
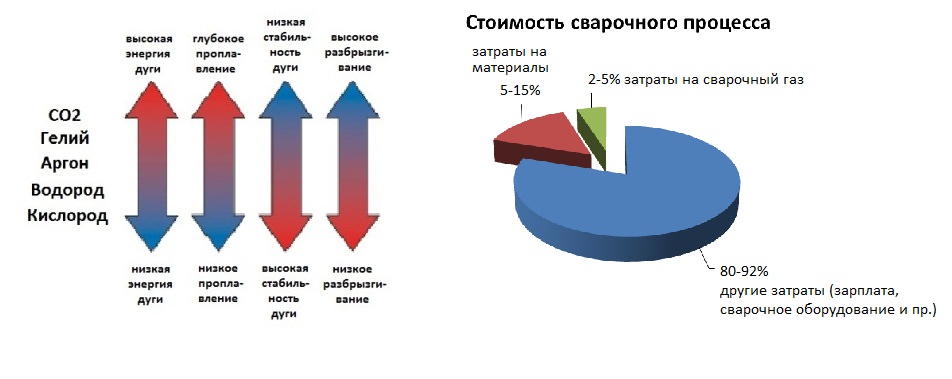
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.02.2024Просмотров: 2474
Лазерный станок - это высокоточное оборудование, которое использует лазерный луч для резки металла разной формы и толщины. Для того, чтобы достичь оптимального результата резки, необходимо правильно настроить фокус лазерного луча, то есть расстояние между лазерной головкой и материалом. От этого зависят такие параметры, как ширина и качество реза, наличие грата, скорость резки.
- 10.09.2018Просмотров: 2529
Многие лесозаготовительные предприятия зачастую сталкиваются с проблемой при выборе оборудования для переработки большого объема круглого леса с высоким качеством распиловки.
- 28.02.2024Просмотров: 1771
В современном производстве металлообработка занимает одно из ведущих мест, а листогибочные станки играют ключевую роль в этом процессе. Они не только изгибают металл, но и расширяют границы того, что возможно создать из металлического листа. В этой статье мы рассмотрим, как современные технологии листогибочных станков изменяют представления о металлообработке и открывают новые возможности для производства.

