
Знакомство с форматно-раскроечным станком
Данное форматное оборудование, изготовленное в промышленных условиях или самостоятельно, выполняет задачу раскроя многих материалов:
- древесина разных пород;
- фанера;
- шпон;
- ДСП;
- МДФ;
- ДВП;
- ламинат;
- листовые композиты;
- облицовочный пластик;
- меламин.
Разрезать без сколов эти материалы возможно, благодаря установке на форматный станок отдельной пилы малого диаметра, выполняющей предварительную подрезку по дереву на линии действия основного диска.
Основные части
Каждый форматно-раскроечный агрегат включает в себя такие конструктивные элементы:
- станина;
- основной стол (неподвижный);
- дополнительный стол (подвижный);
- узел раскроя (пильный);
- направляющие;
- приспособления дополнительной комплектации.
Различные производители могут включать приспособления в базовую или дополнительную оснастку. Комплектация конкретной форматной модели, представленной на российский рынок, указывается в паспорте изделия.
Пильный агрегат
Эта часть раскроечных станков представляет собой цельный блок на раме, состоящий из 2 пил с электродвигателями мощностью от 3 кВт до 5,5 кВт. Высота расположения над столом в среднем 0,08 – 0,13 м устанавливается ручной настройкой или электромеханическим приводом. Угол наклона меняется в пределах 0 — 46° при помощи поворотных секторов.
Подрезной диск Ø до 120 мм, скоростью 8000 об/мин, имеет направления вращения по ходу заготовки. Для сокращения времени перенастройки у форматно раскроечного станока felder присутствует система, которая позволяет убирать в сторону подрезной орган одним нажатием кнопки. Это необходимо, когда для производства детали на фельдер нужен основной диск большого диаметра.
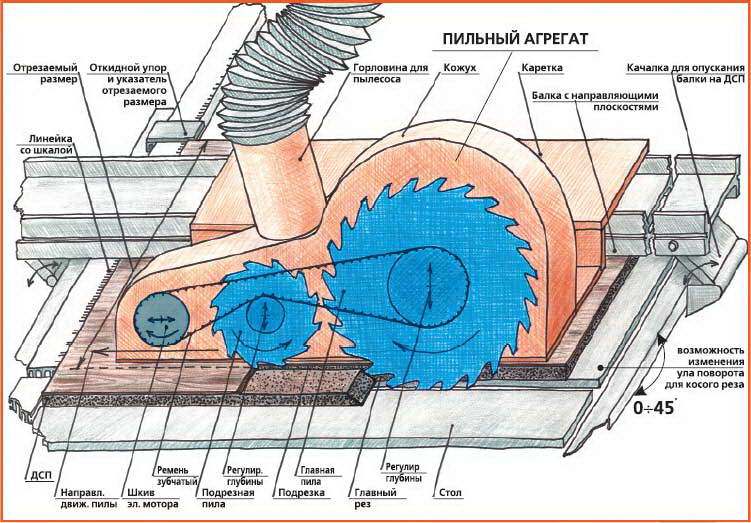
Устройство пильного узла
Основная пила вращается со скоростью 4000 – 6000 об/мин против направления подачи листа. Режим работы задают в зависимости от твердости материала (рез по дереву, слоистым, клееным плитам ЛДСП, пакету).
Движение по вертикали происходит 2 способами: поворот вокруг горизонтальной оси, скольжение по вертикальным направляющим. При установке узла раскроя в различные положения, пилы продолжают находиться в одной плоскости по отношению друг к другу. Ось поворота рассчитана и выполнена с использованием цапф так, чтобы не допустить заклинивания вращающегося ножа в неподвижной части форматного стола.
Столы
Неподвижная основа представляет собой гладкую фрезерованную плиту из чугуна. Увеличение размера рабочей зоны под крупногабаритный мебельный материал достигается дополнительной навеской плоскостей (удлиняющих, расширяющих), перемещением упорной линейки.
Размещение форматного листа раскроя производят на базовой плоскости подвижного стола. Конструкция собрана на каретке жестко, исключая деформации под максимально разрешенным весом пакета. Материал изготовления – алюминий. В нем сочетается прочность (многокамерный профиль) и незначительный собственный вес. Чтобы избежать следов от трения стола и заготовки в процессе производства, алюминий проходит специальную обработку (анодирование).
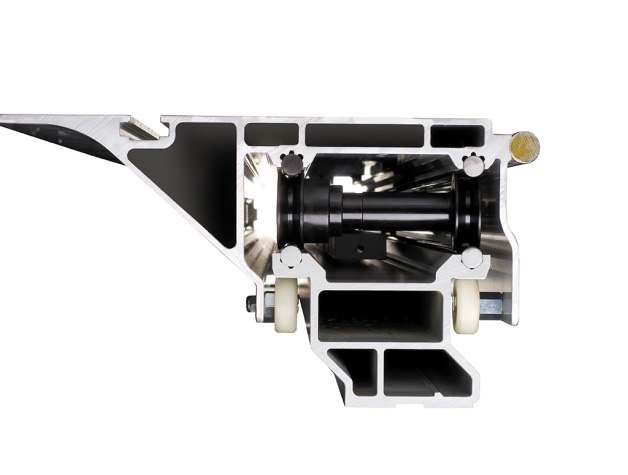
Роликовая каретка
Составные элементы подвижного стола:
- каретка;
- опорная рама;
- угловая упорная линейка;
- откидные упоры;
- телескопические упоры.
Длина каретки в среднем 3,2 м, что позволяет укладывать сырье, соответствующее стандартным размерам для дсп, большинству других листовых материалов. Выход раскроечного узла за край реза составляет 20 – 30 см.
Механизм передвижения стола
Движение тележки происходит по призматическим направляющим профилям посредством роликов (шариков), удерживаемых сепаратором. Элементы вращения бывают стальными, пластиковыми. V-образный профиль направляющих изготовлен из стали. Крестообразный способ расположения X-Roll дает равномерное распределение нагрузки и плавность хода. Вибрации, перекосы устраняются системой регуляторов, компенсаторов.
Дополнительная оснастка
Точность форматно – раскроечной обработки на станке повышается автоматизацией работы, остановки, возврата в исходное положение, возможностью программирования операций, отслеживанием процесса на пульте управления оборудованием. Раскроечные модели станка, представленные в мебельной промышленности (россия) комплектуются в различных вариантах:
- электрическим тормозом основной пилы;
- двигателями повышенной мощности;
- регуляторами скорости вращения диска;
- системой смазки;
- электромеханическими приводами настройки положения узлов, приспособлений;
- прижимными устройствами для заготовки;
- датчиком вибрации;
- дополнительными упорами, линейками;
- блоками программирования, индикации, защиты;
- системы локализации стружки, пыли;
- выдвижными опорными рамами.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 25.12.2020Просмотров: 2068
Форматно-раскроечные станки используются при изготовлении качественной мебели, клееного щита, фанеры и столярно-строительных материалов. При покупке оборудования нужно определить цели применения, учесть объемы производства и подходящую степень автоматизации процесса
- 25.12.2020Просмотров: 4647
С помощью форматно-раскроечных станков можно быстро и точно подрезать в размер, распиливать прямо или под углом длинные паркетины, листы фанеры, ДСП, МДФ, пластика, композита и даже алюминия. При этом благодаря большой глубине пропила (до 210 мм) возможно обрабатывать одновременно несколько плит пакетом по одному шаблону
- 25.12.2020Просмотров: 3298
К работе на станке можно приступать после изучения оборудования станка, правил эксплуатации и техники безопасности. Необходимо следить за содержанием рабочего места в чистоте. Нельзя во время работы станка опираться на оборудование, производить уборку, находиться между работающими узлами

