
Автомат продольного точения BLIN CSL075








ПРЕИМУЩЕСТВА ПОКУПКИ СТАНКОВ
- Больше 500 единиц оборудования в наличии.
- Бесплатная доставка по Москве и области.
- Склад в Московской области (Ногинск).
- Поможем с доставкой по РФ.
- Отгрузка в день оплаты.
Автоматы продольного точения серии CSL в зависимости от модели отличаются только инструментарием (количеством приводных/неприводных инструментов).
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя.
 | 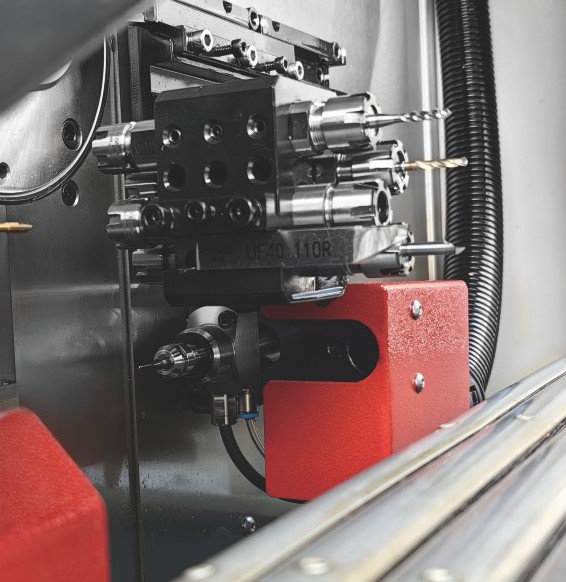 |
Автоматы продольного точения предназначены для обработки калиброванных прутков в качестве заготовки, ввиду чего в качестве зажима используется цанговый патрон.
Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Автоматы продольного точения серии CSL являются высокопроизводительными станками для обработки прутков диаметром до 7/12/20/25/32/36/38/42 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей) предназначенными как для крупносерийного и массового производства, так и для мало- и среднесерийного производства.
Образцы продукции


Детали-представители обработанные на автомате продольного точения BL-CSL075.
Преимущества
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя.
Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Особенности конструкции
 | Монолитная станина из сплава «Mechanite»Монолитная станина из сплава «Mechanite», обладающим отличными литейными и прочностными свойствами, значительно повышает жесткость всей конструкции станка. Также станина подвергается последующей обработке (искусственному старению). Большое число ребер жесткостив конструкции станины обеспечивает не только жесткость конструкции станка, но также виброустойчивость, воспринимая динамические нагрузки и воспрепятствует (гасит) вибрации в момент их возникновения. Высокая точность обеспечивается за счет использованиялинейных направляющих HIWIN (Тайвань) и подшипников шпинделя класса P4 NSK (Япония), на которых базируется шпиндель и инструментальный суппорт. Высокоточное позиционирование за счет использованияШВП HIWIN (Тайвань). |
 направляющая втулка Неподвижная (фиксированная) направляющая втулкаявляется компонентом фиксированной люнетной цанги и используется для обработки прутковых заготовок диметром менее 4 мм, а также для обработ...") | Неподвижная (фиксированная) направляющая втулкаНеподвижная (фиксированная) направляющая втулкаявляется компонентом фиксированной люнетной цанги и используется для обработки прутковых заготовок диметром менее 4 мм, а также для обработки материалов из латуни. Фиксированная люнетная цангане вращается и имеет меньшую длину, чем вращающаяся люнетная цанга. Трение между люнетной цангой и заготовкой незначительно, за счет того, что площадь контакта минимальна. Использование неподвижной направляющей втулки увеличивает длину обработки и уменьшает необрабатываемый остаток. |
 является компонентом вращающейся люнетной цанги, которая обеспечивает дополнительную точку опоры для повышения жесткости при обработке В автоматах продольного точ...") | Вращающаяся направляющая втулкаВращающаяся направляющая втулка(опция) является компонентом вращающейся люнетной цанги, которая обеспечивает дополнительную точку опоры для повышения жесткости при обработке. В автоматах продольного точенияглавный шпиндельявляетсяподвижным узлом, перемещающимся по оси Z. Главный шпиндель производит закрепление прутковой заготовки в цанговом патроне и осуществляет ее подачу в рабочую зону, проходя через люнетную цангу. Такая конструкция является главной особенностью станков данного типа и позволяет производить обработку длинных деталей с высокой точностью и жесткостью.Люнетная цангаприводится в движение с помощью ременной передачи от главного шпинделя, синхронизируя вращение через редуктор 1:1. |
 | Схема расположения инструментов автомата продольного точения модели CSL076 |
Компоненты станка
- Система ЧПУ SYNTEC (Тайвань)
- Привода SYNTEC (Тайвань)
- Электро-серво шпиндель TAIWAN (Тайвань)
- ШВП HIWIN (Тайвань)
- Направляющие HIWIN (Тайвань)
- Подшипники шпинделя NSK P4 class (Япония)
- Система смазки HERG (Япония)
- Электрокомпоненты SCHNEIDER (Франция)
- Пневмокомпоненты AIRTAC (Тайвань)
- Крепёж YINSH (Тайвань)
- Муфты KTR (Германия)
Стандартная комплектация
- Система ЧПУ SYNTEC 210TB (монитор 8.4”)
- Ручной маховичок управления
- Порты RS232, LAN, USB
- Станина чугунная с линейными направляющими
- Главный шпиндель высокоточный с осью С1 с электромагнитным тормозом
- Вращающаяся направляющая втулка (люнет)
- Воздухонепроницаемое уплотнение шпинделя
- Блок осевого неприводного инструмента на 4 позиции (тип цанги ER11 – 4 шт., включая гайки, без цанг ER)
- Блок инструментов для токарной обработки на главном шпинделе на 5 позиций (размер державки 10х10 мм)
- Блок радиального приводного инструмента для главного шпинделя на 3 позиции (тип цанги ER11 – 3 шт., включая гайки, без цанг ER)
- Блок высокоскоростного приводного инструмента на 1 позицию (тип цанги ER8 – 1 шт., выставляется либо в радиальном, либо в осевой положении, скорость вращения инструмента до 60 000 об/мин)
- Автоматическая система смазки
- Освещение рабочей зоны и 3-х цветная сигнальная лампа
- Трансформатор 380В (3 фазы встроенный)
- Уловитель деталей
- Податчик (левый) FEDEK GT-112 3.2м с каналами 6/8 мм и набором цанг 1-7 мм
- Комплект инструментов для настройки и обслуживания станка
Дополнительные опции
- Цанга главного шпинделя круглая >1 мм
- Цанга главного шпинделя круглая < 1 мм
- Цанга люнетная круглая >1 мм
- Цанга люнетная круглая < 1 мм
- Цанга барфидера
Автоматы продольного точения серии CSL в зависимости от модели отличаются только инструментарием (количеством приводных/неприводных инструментов).
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя.
| |
Автоматы продольного точения предназначены для обработки калиброванных прутков в качестве заготовки, ввиду чего в качестве зажима используется цанговый патрон.
Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Автоматы продольного точения серии CSL являются высокопроизводительными станками для обработки прутков диаметром до 7/12/20/25/32/36/38/42 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей) предназначенными как для крупносерийного и массового производства, так и для мало- и среднесерийного производства.
Технические характеристики
| Наименование характеристики | Размерность | CSL075 | ||
| Максимальный диаметр обработки главного шпинделя | мм | Ø 7 | ||
| Диаметр отверстия шпинделя главного шпинделя | мм | Ø 14 | ||
| Максимальная длина обработки | Неподвижный люнет | мм | 120 | |
| Вращающийся люнет | мм | 55 | ||
| Без люнета | мм | 20 | ||
| Частота вращения главного шпинделя | об/мин | 15 000 | ||
| Мощность главного шпинделя | кВт | 2 | ||
| Индексация главного шпинделя (ось с1) | град. | 0,001° | ||
| Количество осевого неприводного инструмента | шт. | 4 позиции (ER11) | ||
| Максимальный диаметр сверления осевым инструментом | мм | Ø 5 | ||
| Максимальный диаметр резьбы осевым инструментом | мм | M4 | ||
| Ось x1 | Количество токарного инструмента (размер державки, мм) | шт. | 3 позиции (□10) | |
| (левая сторона) | Радиальный приводной инструмент | шт. | 3 позиции (ER11) | |
| Скорость вращения радиального приводного инструмента | об/мин | 12 000 | ||
| Мощность радиального приводного инструмента | кВт | 0,4 | ||
| Максимальный диаметр сверления радиальным приводным инструментом | мм | Ø 4 | ||
| Максимальный диаметр резьбы радиальным приводным инструментом | мм | M3 | ||
| Ось x2 | Количество токарного инструмента (размер державки, мм) | шт. | 2 позиции (□10) | |
| (правая сторона) | Радиальный приводной инструмент | шт. | 1 позиция (ER8) | |
| Скорость вращения радиального приводного инструмента | об/мин | 5 000~60 000 | ||
| Мощность радиального приводного инструмента | кВт | 0,15 | ||
| Максимальный диаметр сверления радиальным приводным инструментом | мм | ≤ Ø 1 | ||
| Скорость вращения осевого приводного инструмента | об/мин | 5 000~60 000 | ||
| Мощность осевого приводного инструмента | кВт | 0,15 | ||
| Быстрые перемещения по осям | м/мин | 30 | ||
| Точность позиционирования | мм | ≤0,003 | ||
| Повторяемость | мм | ≤0,003 | ||
| Количество управляемых осей | шт. | 6 | ||
| Мощность насоса охлаждения | Вт | 20 | ||
| Мощность насоса смазки | Вт | 25 | ||
| Общая потребляемая мощность | кВА | 6 | ||
| Габаритные размеры | мм | 1790×1260×1700 | ||
| Вес BLIN CSL075 станка | кг | 1 600 | ||
| Система чпу | - | SYNTEC 210TB | ||
Способы получения товара в г.
Автомат продольного точения BLIN CSL075 с доставкой в г. подробные условия и стоимость


Отзывы к "Автомат продольного точения BLIN CSL075":
Пока нет комментариев