
Автоматический кромкооблицовочный станок KDT для деталей со скосом KE-395J








ПРЕИМУЩЕСТВА ПОКУПКИ СТАНКОВ LIGA
- Больше 100 единиц оборудования в наличии.
- Склад в Московской области (Лосино-Петровский)
- Склад в Москве (Щелково)
- Поможем с доставкой по РФ.
- Отгрузка в день оплаты.

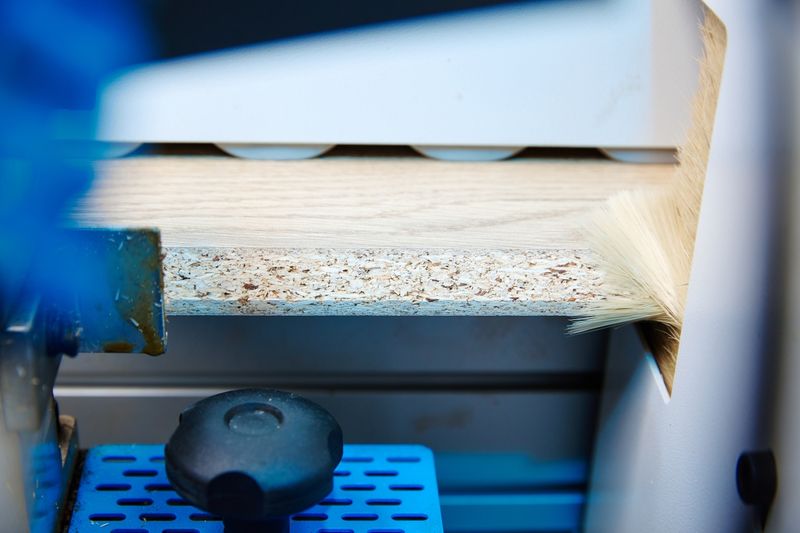
Автоматический кромкооблицовочный станок KDT KE-395J является специальным решением для облицовывания торцов заготовок со скосом, в том числе, в комбинации со ступенькой. Станок включает в себя все необходимые агрегаты не только для приклеивания кромки к данному профилю торца заготовки, но и для его формирования, т.е. заготовке перед попаданием в станок достаточно иметь ровный торец.
Преимущества:
- Узел профилирования с двумя двигателями для раздельной обработки прямого и наклонного участков торца заготовки
- Две клеевые ванны для независимого клеенанесения на прямой и наклонный участок торца заготовки
- Комбинированная пресс-группа: два ролика прикатывают кромку к прямой части кромки, три ролика прикатывают кромку к наклонной части
- Пазовальный агрегат в пресс-группе подрезает внутреннюю поверхность кромки вдоль ее длины в месте, где прямой участок торца заготовки переходит в наклонный участок
- Управление: сенсорный монитор диагональю 10 дюймов с функциональным и очень понятным интерфейсом на русском языке
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали
- Автоматические системы смазки цепи транспортера и направляющих узла торцовки снижают трудозатраты при регламентном обслуживании и сокращают влияние человеческого фактора
- Программирование технологических перерывов нагрева клеевой ванны
- Индивидуальный частотный преобразователь для каждого рабочего узла
- Освещение в защитной кабине энергосберегающими лампами
- На станке установлены узлы для нанесения разделительной и очистительной жидкостей

Особенности станка
Особенности модели KE-395J
- Скорость подачи: 14 м/мин.
- Конвейерная подача с энкодерной системой.
- Пульт управления “Touch screen”;
- Возможность программирования технологических перерывов
- На станке установлены два узла нанесения очищающей и разделительной жидкости.
Конструктивные преимущества
  | СТАНИНАСтанина кромкооблицовочного станка KDT KE-395J имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течении всего срока эксплуатации. После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку. Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски. |
 | УПРАВЛЕНИЕУправление станком осуществляется с помощью монитора с Touchscreen диагональню 10 дюймов. Интерфейс системы управления интуитивно понятен, прост и удобен в эксплуатации и не требуют специальных навыков и продолжительного обучения для работы. Система управления русифицирована. Обладает множеством функций, к числу которых относятся управление каждым агрегатом, редактирование параметров технологического процесса и т.д. |
 | ЦЕНТРАЛЬНЫЙ ПОРТ СМАЗКИ ЦЕПИ ТРАНСПОРТЕРАЦентральный порт смазки цепи транспортера, который электрическим насосом автоматически подает смазку на цепь и звеньевые шарниры, обеспечивая бесперебойную работу транспортера. Таким образом увеличивается срок эксплуатации цепи благодаря уменьшению износа. Емкость для масла исполнена с контролем уровня. Настройка работы насоса осуществляется с пульта управления. Возможно задавать время и интервал цикла смазки. |
 | ПРИЖИМНАЯ БАЛКАПрижимная балка с приводом обладает повышенной прочностью гарантирует плавное перемещение заготовки и ее точное и надежное позиционирование на всех этапах обработки кромки на максимальной скорости. Подъем и опускание прижимной балки моторизированные, высота подъема задается с пульта управления. |
 ЖИДКОСТИ Нанесение разделительной (антиатгезионной) жидкости на верхнюю и нижнюю пласти заготовки осуществляется с помощью 2-х форсунок, расположенных перед узлом профилирования ...") | НАНЕСЕНИЕ РАЗДЕЛИТЕЛЬНОЙ (АНТИАТГЕЗИОННОЙ) ЖИДКОСТИНанесение разделительной (антиатгезионной) жидкости на верхнюю и нижнюю пласти заготовки осуществляется с помощью 2-х форсунок, расположенных перед узлом профилирования. Разделительная жидкость не позволяет клею и стружке налипать на пласти заготовки. Форсунки имеют регулировки позволяющие настроить напор жидкости и факел. |
 | ШТОК ДОЗАТОР ПОДАЧИ ЗАГОТОВОКШток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы. |
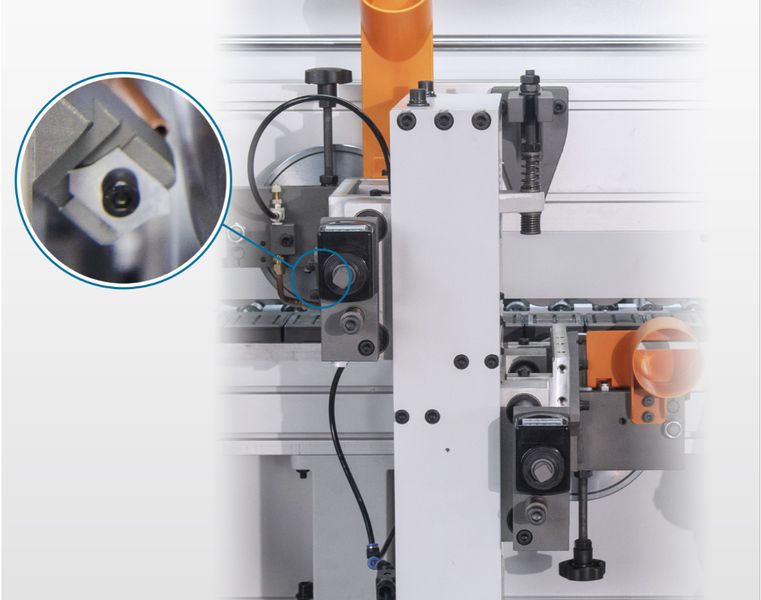
   | УЗЕЛ ПРОФИЛИРОВАНИЯУзел профилирования торца детали перед приклееванием кромки на сформированную поверхность. Он оснащен двумя двигателями, которые осуществляют обработку прямого и наклонного участка. Имеет цифровые дисплеи, для регулировки и отображения угла наклона. Предварительное фрезерование дополнительно справляется со «ступенькой» от подрезной пилы, сколами и прочими дефектами и позволяет добиться абсолютно гладкой и строго вертикальной поверхности кромок. Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. В результате данной операции кромка более плотно прилегает к поверхности заготовки, что способствует увеличению прочности и эстетической привлекательности готового изделия. Узел профилирования оснащен алмазными фрезами высотой. |
 | УЗЕЛ КЛЕЕНАНЕСЕНИЯУзел клеенанесения включает две клеевые ванны для независимого клеенанесения на прямой и наклонный участок торца заготовки. Агрегат предварительной обрезки кромочного материала, осуществляет отрез кромки подающейся из рулона с помощью ножа-гильотины. |
 | ПРЕСС-ГРУППАПресс-группа комбинированного типа: два ролика прикатывают кромку к прямой части кромки, три ролика прикатывают кромку к наклонной части. |
 | ПАЗОВАЛЬНЫЙ АГРЕГАТПазовальный агрегат в пресс-группе подрезает внутреннюю поверхность кромки вдоль ее длины в месте, где прямой участок торца заготовки переходит в наклонный участок. |
 | ФЕНМежду первой и второй группами роликов установлен фен, разогревающий кромку для ее лучшей эластичности в момент прижатия к профилированному торцу заготовки. |
 | ТОРЦОВКАУзел чистовой торцевой обрезки оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по призматической линейно направляющей. Угол поворота пил меняется с пульта управления. Узел оснащен системой автоматической смазки направляющих и аспирационными кожухами. |
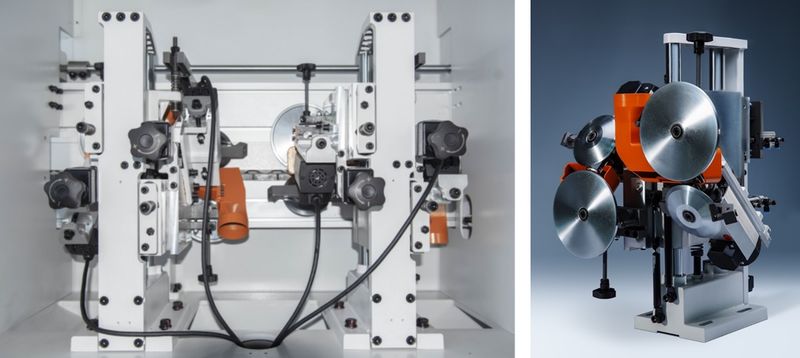  | СНЯТИЕ СВЕСОВЧерновой и чистовой фрезерные узлы используется для удаления продольных свесов кромочного материала и достижения необходимого радиусного профиля. Деталь отслеживается с помощью «плавающих» круглых копиров большого диаметра (на каждом моторе). Узел чернового фрезерования свесов эффективно облегчает выполнение последующей операций чистового фрезерования, снимая свесы фрезой с прямым профилем. Узел состоит из двух высокочастотных электродвигателей. Узел чистового фрезерования свесов состоит так же из двух высокочастотных электродвигателей, оснащенных радиусными фрезами. Все двигатели узла оснащены аспирационными кожухами. |
  | ПРОФИЛЬНАЯ (РАДИУСНАЯ) ЦИКЛЯУзел профильной (радиусной) цикли с пневмоотключением с пульта управления, позволяют быстро перенастроить агрегаты на два радиуса. Цикли снимают тонкий слой с отфрезерованной части кромки и убирают кинематическую волну и прочие дефекты, появляющиеся в процессе фрезеровки кромки, в результате кромка получает завершенный и абсолютно гладкий профиль. Деталь отслеживается с помощью круглых копиров большого диаметра (на каждом моторе). Узел оснащен аспирационными кожухами специальной конструкции. |
| ПЛОСКАЯ (КЛЕЕВАЯ) ЦИКЛЯУзел клеевой (плоской) цикли удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали, что способствует повышению качества облицовки кромок и эстетическому виду клеевого шва. Копиры выполнены так, чтобы исключить повреждение торца заготовки при контакте с узлом. |
 | НАНЕСЕНИЕ ОЧИСТИТЕЛЬНОЙ ЖИДКОСТИНанесение очистительной жидкости на верхнюю и нижнюю пласти заготовки осуществляется с помощью 2-х форсунок, расположенных перед полировальным агрегатом. Очистительная жидкость улучшает качество очистки заготовки, в том числе от остатков клея и увеличивает ресурс полировальных дисков. Форсунки имеют регулировки позволяющие настроить напор жидкости и факел. |
 | ПОЛИРОВКАУзел полировки осуществляет очистку пластей заготовки и полирует профиль кромки для придания ей финишного блеска и естественного цвета. Полировка осуществляется тканевыми дисками. |
Технические характеристики станка
| Наименование | KDT KE-395J |
|---|---|
| Толщина кромки, мм | 0,45-1.5 |
| Толщина заготовки, мм | 9-25 |
| Размер минимальной детали, мм | 150х135 |
| Скорость подачи, м/мин | 14 м/мин |
| 1-й фрезерный электродвигатель, кВт/(об/мин.) | 3,7 /(12000 об/мин.) |
| 2-й фрезерный электродвигатель, кВт/(об/мин.) | 0,73 /(18000 об/мин.) |
| Узел нанесения клея на прямую поверхность, кВт/(об/мин.) | 0,75/(1410) |
| Узел нанесения клея на поверхность под углом, кВт/(об/мин.) | 0,75/(1410) |
| Двигатель надреза кромки, кВт/(об/мин.) | 0,75/(18000) |
| Узел чистовой торцовки кромки, кВт/(об/мин.) | 2х0.37/(12000) |
| Узел предварительного фрезерования кромки, кВт/(об/мин.) | 2х0.73/(18000) |
| Узел чистового фрезерования кромки, кВт/(об/мин.) | 2х0.73/(18000) |
| Узел полирования, кВт/(об/мин.) | 2х0.37/(1400) |
| Мощность двигателя подачи, кВт | 3,7 |
| Установленная мощность, кВт | 19.88 |
| Рабочее давление, МПа | 0,6 |
| Рабочее напряжение, В | 380 |
| Габариты LxWxH, мм | 5750x830x1670 |
| Масса KDT, кг | 2400 |
Способы получения товара в г.
Автоматический кромкооблицовочный станок KDT для деталей со скосом KE-395J с доставкой в г. подробные условия и стоимость


Отзывы к "Автоматический кромкооблицовочный станок KDT для деталей со скосом KE-395J":
Пока нет комментариев