Кромкооблицовочный станок KDT KE-268JSA предназначен для точного облицовывания прямолинейных кромок заготовок как для производств, работающих по индивидуальным заказам, так и в мелкосерийном формате.
Это идеальное решение, когда нужен компактный, доступный станок со всем необходимым набором узлов, при этом не менее важным является высокое качество кромкооблицовки.
Схема обработки
Прифуговка
Клеевой узел
Торцовка
Снятие свесов
Обкатка углов
Радиусная цикля
Клеевая цикля
Полировка
Отличительные особенности
Скорость подачи 8-12м/мин;
Перенастройка с ПУ на тонкую/толстую кромку;
Компактная модель – экономит место;
Одномоторный узел раунд для оптимального функционала;
Верхняя клеевая ванна: работает с PUR/ЭВА клеем;
Автоматическая защита от протекания клея;
Прижимная балка с электроприводом;
Два узла нанесения жидкостей: разделительной и очистительной;
Особенности станка
Особенности модели KDT KE-268JSA
Скорость подачи: 8-12 м/мин;
Прифуговка;
Перенастройка с ПУ на тонкую/толстую кромку;
Верхняя клеевая ванна.
Конструктивные преимущества
СТАНИНА
Станина кромкооблицовочного станка KDT KE-268JSA представляет из себя цельносварную конструкцию в виде короба с ребрами жесткости и гарантированной точностью сборки всего станка с высокой ресурсоемкостью конструкции в течении длительного срока эксплуатации.
каждый элемент выполнен из толстостенного листа металла;
раскрой листов металла осуществляется на станках лазерной резки с ЧПУ;
высокоточная сварка осуществляется роботизированными комплексами;
отжиг в специальной печи для снятия внутренних напряжений;
сверлильно-фрезерная обработка на тяжелых портальных обрабатывающих центрах за одну установку.
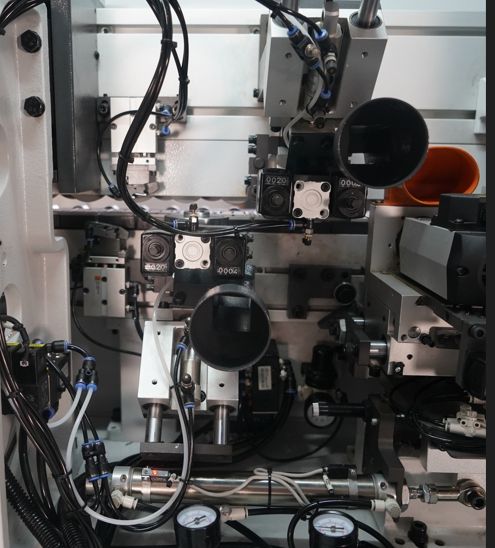
ДВА УЗЛА НАНЕСЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЖИДКОСТЕЙ
На верхнюю и нижнюю пласти заготовки для качественного удаления остатков клея и стружки.
- разделительная перед прифуговкой,
- очистительная перед полировкой
особенно необходимы для работы с ПУРом;
для каждой пласти заготовки свои форсунки и емкости для жидкостей;
на каждой форсунке настройка напора и количества распыляемой жидкости;
все емкости удобно расположены на станине станка в специальных креплениях;
включение/выключение узла с ПУ станка.
УПРАВЛЕНИЕ СТАНКОМ
Управление станком осуществляется с помощью сенсорного пульта управления.
автоматическая перенастройка агрегатов на 2 толщины кромки (толстая/тонкая);
диагональ 10 дюймов;
независимое управление каждым агрегатом;
интерфейс интуитивно понятен, прост и удобен в эксплуатации;
не требуют специальных навыков и продолжительного обучения для работы;
система управления русифицирована;
кнопка аварийной остановки станка.
ПРИЖИМНАЯ БАЛКА
Прижимная балка гарантирует плавное перемещение заготовки с ее точным и надежным позиционированием на всех этапах обработки на максимальной скорости станка.
с электроприводом подъема/опускания;
многокамерный профиль балки усилен ребрами жесткости;
позиционирование управляется с ПУ станка;
сверлильно-фрезерная обработка на обрабатывающих центрах с ЧПУ за одну установку.
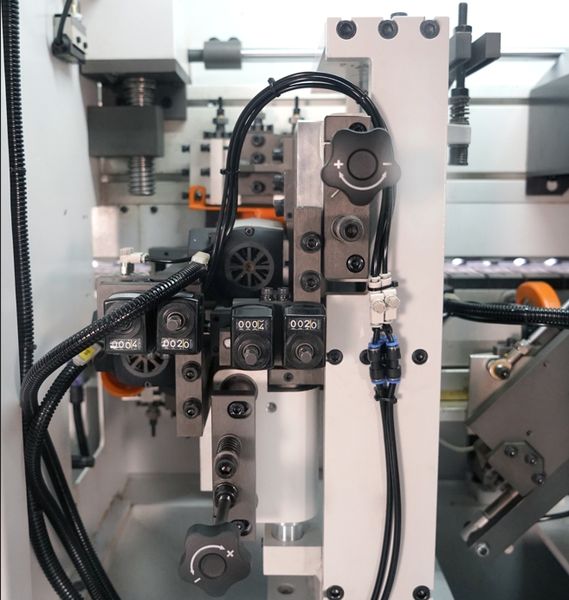
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ
Узел предварительного фрезерования подготавливает поверхность торца заготовка.
убирает «ступеньку» от подрезной пилы, сколы и прочие дефекты;
позволяет добиться абсолютно гладкой и строго вертикальной поверхности торца;
оснащен двумя высокочастотными двигателями;
мощность 2х2,0 кВт;
алмазными фрезы ⌀100х40 мм;
рекомендованная величина съема инструментом в комплекте 0,5-1мм;
величина съема задается с помощью цифровых счетчиков входной линейки;
включение/ выключение узла с ПУ станка;
опционально доступен инструмент с рабочей высотой 60 мм.
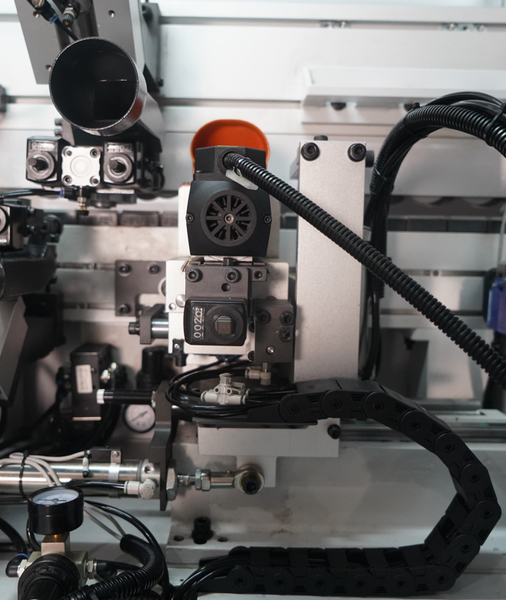
ЛАМПА ДЛЯ НАГРЕВА ТОРЦА ЗАГОТОВКИ.
особенно актуальна при низкой температуре в помещении или при колебаниях температуры заготовок;
позволяет добиться абсолютно гладкой и строго вертикальной поверхности торца;
на подогретой заготовке клей остывает медленнее;
способствует уменьшению толщины клеевого шва;
обдувочные сопла дополнительно удаляют с торца заготовки пыль после узла прифуговки;
минимизация вероятности отклеивания кромки;
величина съема задается с помощью цифровых счетчиков входной линейки;
снижение вероятности рекламации;
управляется и настраивается с ПУ станка.
КЛЕЕНАНОСЯЩИЙ УЗЕЛ
Клеенаносящий узел подходит как для работы с ЭВА, так и с ПУР-клеями.
быстрый и удобный переход между разными типами клея;
состоит из трех связанных между собой ключевых элементов:
верхняя быстросменная клеевая ванна;
верхний бункер-предплавитель;
нижний бункер большой вместительности;
каждый элемент по отдельности настраивается и управляется с ПУ станка.
ПРЕСС ГРУППА
Пресс группа для приклеивания кромки.
включает в себя 3 прикатных ролика;
давление роликов, гарантирует равномерное распределение усилия на кромку;
первый (основной) ролик приводной, с увеличенным диаметром;
второй и третий ролики дпрессовывающие, осуществляют давление по всей толщине торца заготовки;
каждый ролик имеет свой независимый ход.
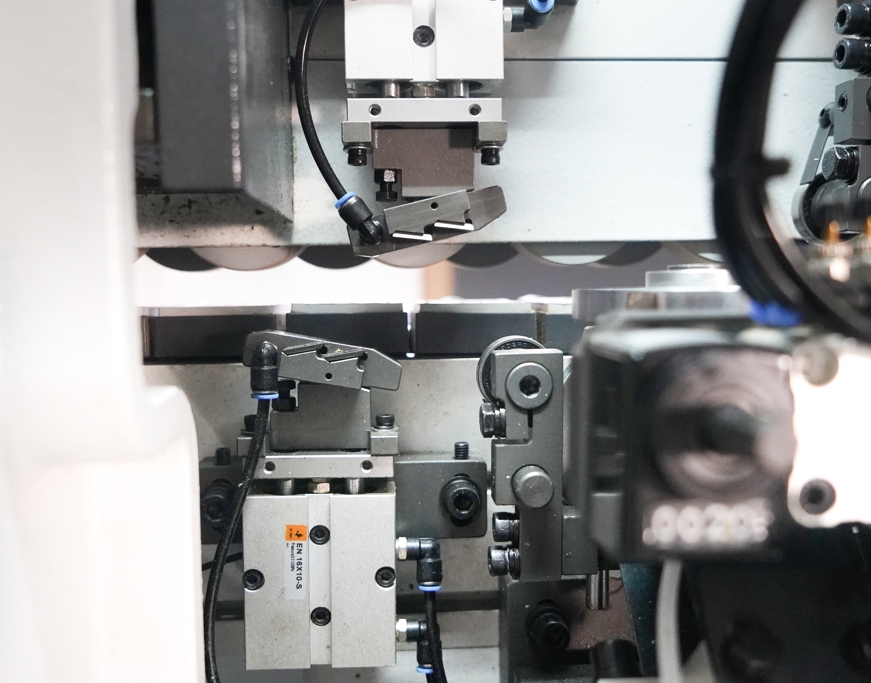
УЗЕЛ ТОРЦЕВОЙ ОБРЕЗКИ
Узел торцевой обрезки осуществляет чистовое снятие свес KDT KE-268JSAов кромки с переднего и заднего торца заготовки.
два высокочастотных электродвигателя мощностью по 0,37 кВт каждый;
автоматически порт смазки направляющей - ресурс направляющих заметно увеличен;
цикл смазки полностью настраивается с ПУ:- минимум временных затрат на обслуживание узла;
смена угла поворота пил 0-15 град с ПУ;
агрегаты перемещаются по высокоточной линейной направляющей с 5 точками контакта;
включение/выключение узла с ПУ станка;
для удаления обрезков узел оснащен аспирационным кожухом.
ФРЕЗЕРНЫЙ УЗЕЛ
Фрезерный узел осуществляет чистовое снятие свесов кромки с верхней и нижней пластей заготовки с одновременным профилированием радиуса или фаски.
перенастройка на две толщины кромки с ПУ;
два высокочастотных электродвигателя мощностью по 0, 75 кВт каждый;
нестинговые копиры: вертикальные и горизонтальные (позволяют кромить заготовки с отверстиями);
для более качественной работы копиров подшипники и втулки вставляются в них в специальных автоматических станках;
настройка осуществляется цифровыми счетчиками;
включение/выключение узла с ПУ станка;
для удаления обрезков узел оснащен аспирационными кожухами.
УЗЕЛ РАУНД
Узел раунд для контурной обкатки углов и их скругления.
один высокочастотный электродвигатель мощностью 0,3 кВт;
узел работает на скорости 8 м/мин;
горизонтальное перемещение по двум линейным направляющим для стабильной работы узла;
кабельканал для минимизации повреждения кабелей;
настройка осуществляется цифровым счетчиком;
включение/выключение узла с ПУ станка;
для удаления обрезков узел оснащен аспирационными кожухами.
УЗЕЛ ПРОФИЛЬНОЙ (РАДИУСНОЙ) ЦИКЛИ
Узел профильной (радиусной) цикли удаляет кинематическую волну после фрезерного узла в результате чего верхний и нижней радиус кромки получает ровную обработанную поверхность.
перенастройка на две толщины кромки с ПУ;
плавающие горизонтальные дисковые копиры, для точного отслеживания неровностей на заготовке и предотвращения появления брака во время циклевания;
нестинговые копиры сверху и снизу (позволяют кромить заготовки с отверстиями);
для более качественной работы копиров подшипники и втулки вставляются в них в специальных автоматических станках;
цифровые счетчики для точной настройки агрегатов;
каждый нож имеет принудительный обдув для минимизации загрязнения;
включение/выключение узла с ПУ станка;
для удаления обрезков узел оснащен аспирационными кожухами.
УЗЕЛ ПЛОСКОЙ (КЛЕЕВОЙ) ЦИКЛИ
Узел плоской (клеевой) цикли удаляет излишки клея и микронеровности в месте приклеивания кромки к заготовке.
снащен четырьмя твердосплавными прямыми ножами (по два снизу и сверху), каждый из которых последовательно включается в работу для более качественного результата;
плавающая конструкция в нескольких осях исключает повреждение торца заготовки при контакте с узлом;
повышение качества облицовки заготовки кромкой;
эстетический вид клеевого шва;
включение/выключение узла с ПУ станка.
УЗЕЛ ПОЛИРОВКИ
Узел полировки осуществляет очистку пластей заготовки и полирует профиль кромки.
два высокочастотных электродвигателя мощностью по 0,37 кВт каждый;
придает кромке финишный блеск и возвращает ей естественный цвет;
два тканевых диска с большим пятном контакта;
защитные кожухи для безопасности;
включение/выключение узла с ПУ станка.
Технические характеристики станка
Наименование
KDT KE-268JSA
Скорость подачи, м/мин
8-12
Толщина кромки, мм
0,4-3,0
Толщина заготовки, мм
9- 50
Мин. длина кромления, мм
120
Размер минимальной заготовки, мм
120х90
Установленная мощность, кВт
14,73
Рабочее давление, МПа
0,6
Расход сжатого воздуха, л/мин
820
Рабочее напряжение, В
380
Диаметры выходов для аспирации, мм*шт
125*4
Производительность аспирации, м3/час
6 000
Мин. скорость воздушного потока, м/с
28
Габариты LxWxH, мм
4230*780*1730
Вес, кг
1 900
Отзывы к "Автоматический кромкооблицовочный станок KDT KE-268JSA":
Пока нет комментариев
Способы получения товара в г.
Автоматический кромкооблицовочный станок KDT KE-268JSA с доставкой в г. подробные условия и стоимость
Настоящим подтверждаю, что я ознакомлен и согласен с условиями политики конфиденциальности.
А как же подарки?
Нам очень жаль, что Вы покидаете наш магазин!
У нас для Вас остался подарок!
Хотите его получить?!
Жмите кнопку!
Хочу Подарок!
Мы используем файлы cookie для функционирования сайта. Продолжая навигацию по сайту, вы косвенно предоставляете свое согласие на использование cookie. Подробнее...
ОК
test
Настоящим подтверждаю, что я ознакомлен и согласен с условиями политики конфиденциальности.





















Отзывы к "Автоматический кромкооблицовочный станок KDT KE-268JSA":
Пока нет комментариев