
Токарный обрабатывающий центр с ЧПУ ТС1720Ф4

(голосов 335 / просмотров 500)
8 495 646 13 16
sales@dvt-spb.ru
Расчет доставки
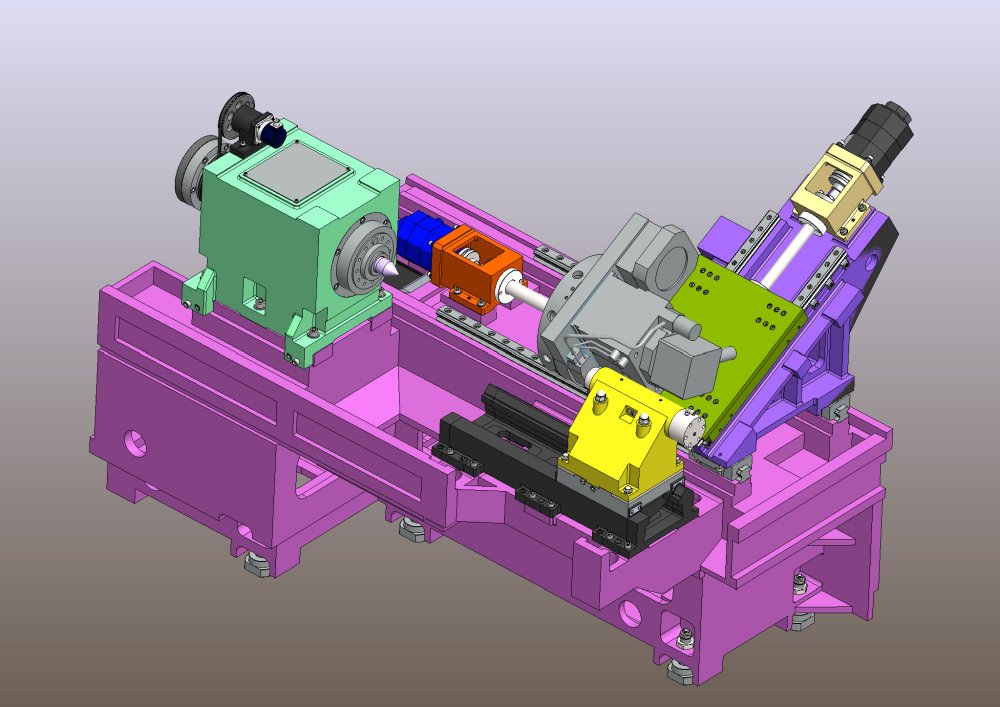
Токарный обрабатывающий центр ТС1720Ф4 – высокоскоростной центр, предназначенный для комплексной токарной и фрезерной обработки деталей из металла сложной формы за одну установку. Широкий диапазон возможностей, точность и производительность делают станок универсальным инструментом для серийного производства.
Общее описание
ТС1720Ф4 токарный станок с функцией фрезерования, предназначен для следующей обработки фланцев, валов и деталей из прутка:
• автоматическая обработка внутренних и внешних цилиндрических, конусообразных, радиусных и торцевых поверхностей;
• точение канавок и выемок валов, дисков;
• нарезание метрических, дюймовых и конусных резьб;
• выполнение сверлильных и фрезерных операции в радиальном и осевом направлениях.
Тяжелое основание и надежные применяемые компоненты перемещений по осям обеспечивают высокую жесткость станка. Прямой привод Мотор подачи =>шарико-винтовая пара обеспечивает получение максимальной точности установки координат. 12-ти позиционная револьверная головка и современная русифицированная система ЧПУ позволяют обрабатывать детали сложных форм с высокой производительностью. Стружкосборник (базовая комплектация), податчика прутка, улавливатель готовых деталей и паров СОЖ (опции) позволяют добиться оптимальной автоматизации производства при максимальной безопасности.
• автоматическая обработка внутренних и внешних цилиндрических, конусообразных, радиусных и торцевых поверхностей;
• точение канавок и выемок валов, дисков;
• нарезание метрических, дюймовых и конусных резьб;
• выполнение сверлильных и фрезерных операции в радиальном и осевом направлениях.
Тяжелое основание и надежные применяемые компоненты перемещений по осям обеспечивают высокую жесткость станка. Прямой привод Мотор подачи =>шарико-винтовая пара обеспечивает получение максимальной точности установки координат. 12-ти позиционная револьверная головка и современная русифицированная система ЧПУ позволяют обрабатывать детали сложных форм с высокой производительностью. Стружкосборник (базовая комплектация), податчика прутка, улавливатель готовых деталей и паров СОЖ (опции) позволяют добиться оптимальной автоматизации производства при максимальной безопасности.
Основные узлы
Станина
СтанинаШпиндельная бабка
Задняя бабка
Револьверная головка
Привод оси Z
Привод оси Х
Кожуха
Система подачи СОЖ, стружкосборник
Система ЧПУ, электрошкаф, электрооборудование
Управляемая ось С с контролем позиции от высокоточного датчика, установленного напрямую на шпинделе обеспечивает высокоточную обработку при выполнении фрезерных операций.
Привод оси Z
Привод оси Х
Кожуха
Система подачи СОЖ, стружкосборник
Система ЧПУ, электрошкаф, электрооборудование
Управляемая ось С с контролем позиции от высокоточного датчика, установленного напрямую на шпинделе обеспечивает высокоточную обработку при выполнении фрезерных операций.
Кожуха

Основание
Наклонная конструкция обрабатывающего центра обеспечивает свободный отвод стружки из зоны резания и улучшенную защиту направляющих и винтовых передач. Увеличенное отверстие для падающей стружки, предусмотренное в станине, в сочетании с пластинчатым стружкосборником (базовая комплектация), минимизирует потери времени на ее удаление из рабочей зоны в процессе работы. В основание встроен большой выкатной бак для охлаждающей жидкости обеспечивающий удобство смены СОЖ, снижая трудозатраты и оптимизируя производительность. Также данная конструкция позволяет сместить револьверную головку от оси шпинделя, что позволяет более эффективно использовать пространство рабочей зоны: увеличить диаметр обрабатываемой заготовки и обеспечить свободный доступ к инструменту и приспособлениям.
Перемещение по осям
Высокая производительность ТС1720Ф4 также обусловлена высокой скоростью перемещения по осям X и Z. В качестве приводов продольных подач применяются сервомоторы, способные работать с большим ускорением даже при переменном характере нагрузки. Безлюфтовые муфты, подшипники и роликовые направляющие качения повышенной жесткости - Hiwin (Тайвань) обеспечивают минимальное сопротивление движению исполнительного механизма, достигая максимальной скорости перемещения (20000 мм/мин). Высокоточные ШВП класса С3 преднатянутого типа позволяют исключить люфты и обеспечить преобразование крутящего момента привода в поступательное движение исполнительного механизма с высокой точностью позиционирования (±0,005 мм). Автоматическая импульсная система смазки направляющих и ШВП увеличивает срок эксплуатации станка
Шпиндель
Картриджного типа, торец A2-6, производство Тайвань
Резцедержка
VDI30 ни 12 позиций, возможность установки приводного инструмента в каждую позицию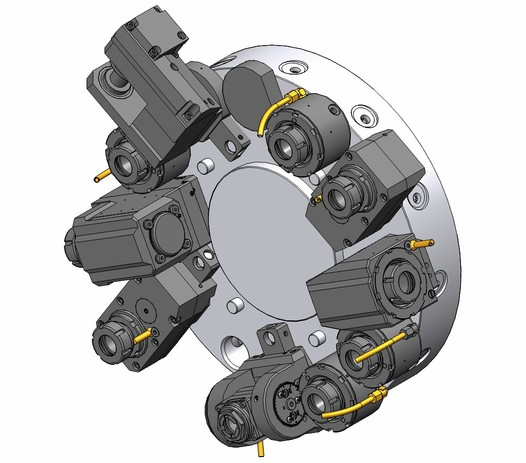
Направляющие
Роликовые направляющие качения повышенной жесткости по осям X и Z - Hiwin, Тайвань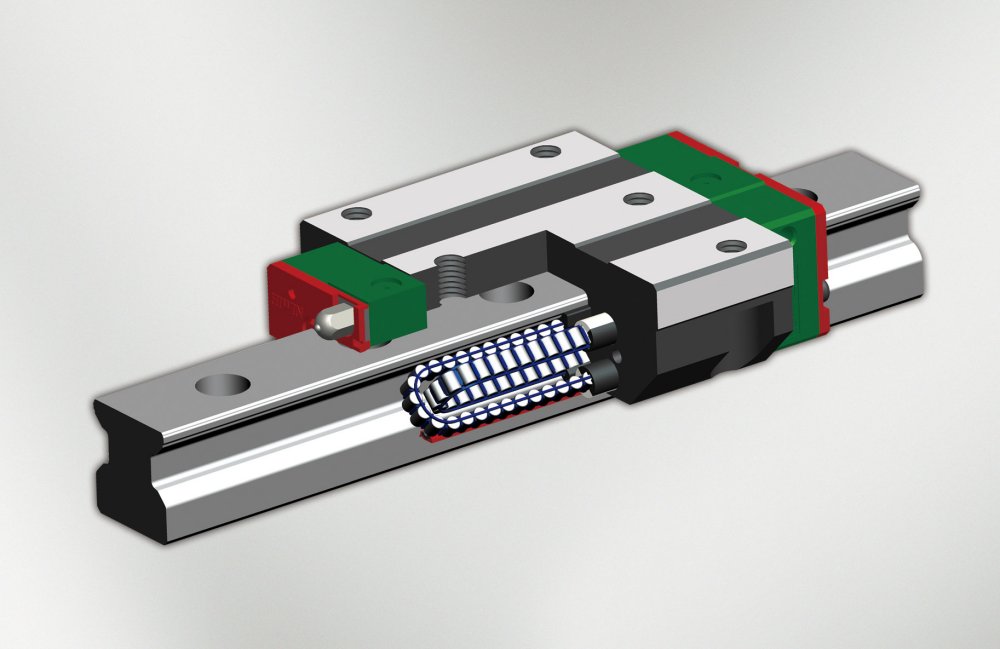
Шпиндель и система зажима заготовки
Обрабатывающий центр оснащен шпиндельным узлом картриджного типа, что обеспечивает высокую нагрузочную способность к восприятию осевых нагрузок и минимальное тепловыделение.
Высокая скорость шпинделя (до 4500 об/мин) и мощный электродвигатель с высоким крутящим моментом позволяют производить как чистовую, так и черновую обработку деталей. Комплект высокоточных высокоскоростных подшипников позволяет сохранять высокую точность обработки при длительных интенсивных нагрузках.
Для зажима заготовки применяется полый гидравлический 3-х кулачковый патрон. Для удобства оператора управлять зажимом патрона можно как с помощью педали, так и с пульта ЧПУ, что повышает производительность. Возможна установка цангового патрона с различными размерами по требованию заказчика и 2-х, 4-х кулачковых патронов.
Для достижения максимальной автоматизации и производительности станка возможна установка податчика прутка (опция). Барфидер позволит обеспечить подачу материала для обработки в автоматическом режиме
Высокая скорость шпинделя (до 4500 об/мин) и мощный электродвигатель с высоким крутящим моментом позволяют производить как чистовую, так и черновую обработку деталей. Комплект высокоточных высокоскоростных подшипников позволяет сохранять высокую точность обработки при длительных интенсивных нагрузках.
Для зажима заготовки применяется полый гидравлический 3-х кулачковый патрон. Для удобства оператора управлять зажимом патрона можно как с помощью педали, так и с пульта ЧПУ, что повышает производительность. Возможна установка цангового патрона с различными размерами по требованию заказчика и 2-х, 4-х кулачковых патронов.
Для достижения максимальной автоматизации и производительности станка возможна установка податчика прутка (опция). Барфидер позволит обеспечить подачу материала для обработки в автоматическом режиме
Задняя бабка
Задняя бабка включает пиноль с гидравлическим приводом, которая перемещается во внутренней части корпуса. Выдвижение и отвод пиноли осуществляется гидроцилиндром, управляемым оператором с пульта или педалью, что позволяет быстрее закрепить заготовку в центрах и обрабатывать ее за одну установку. Перемещение задней бабки по направляющим станины станка производится вручную. устанавливается она на V-образные и прямоугольные направляющие. Прилегающие поверхности основания задней бабки пришабрены по требованиям точности к направляющим станины. Широкое расположение направляющих и конструкция задней бабки, рассчитанная на обработку в тяжелых условиях, обеспечивают дополнительную жесткость центра.
Револьверная головка
ТС80Ф отличают компактность, высокая точность позиционирования, хорошая жесткость и надежность зажима инструментального диска. Установка инструмента как в осевом, так и в радиальном направлении позволяет увеличить концентрацию операций на станке. Индексация головки по кратчайшему расстоянию и гидравлический привод зажима инструментальной головки значительно сокращают время смены инструмента. В конструкции револьверной головки предусмотрена подача СОЖ непосредственно в зону резания через инструментальный диск и инструментальные блоки, что обеспечивает улучшенный теплоотвод и чистоту поверхности.
Приводной инструмент
Револьверная головка позволяет использовать аксиальный и радиальный приводной инструмент VDI30 для выполнения фрезерных работ, сверления и нарезания резьбы на торцевой поверхности и по диаметру. Система VDI имеет значительное преимущество в точности установки и скорости замены одного инструментального блока на другой. Инструментальный шпиндель самой револьверной головки и ее рабочих позиции приводится во вращение серводвигателем, что позволяет достичь высоких скоростей вращения.
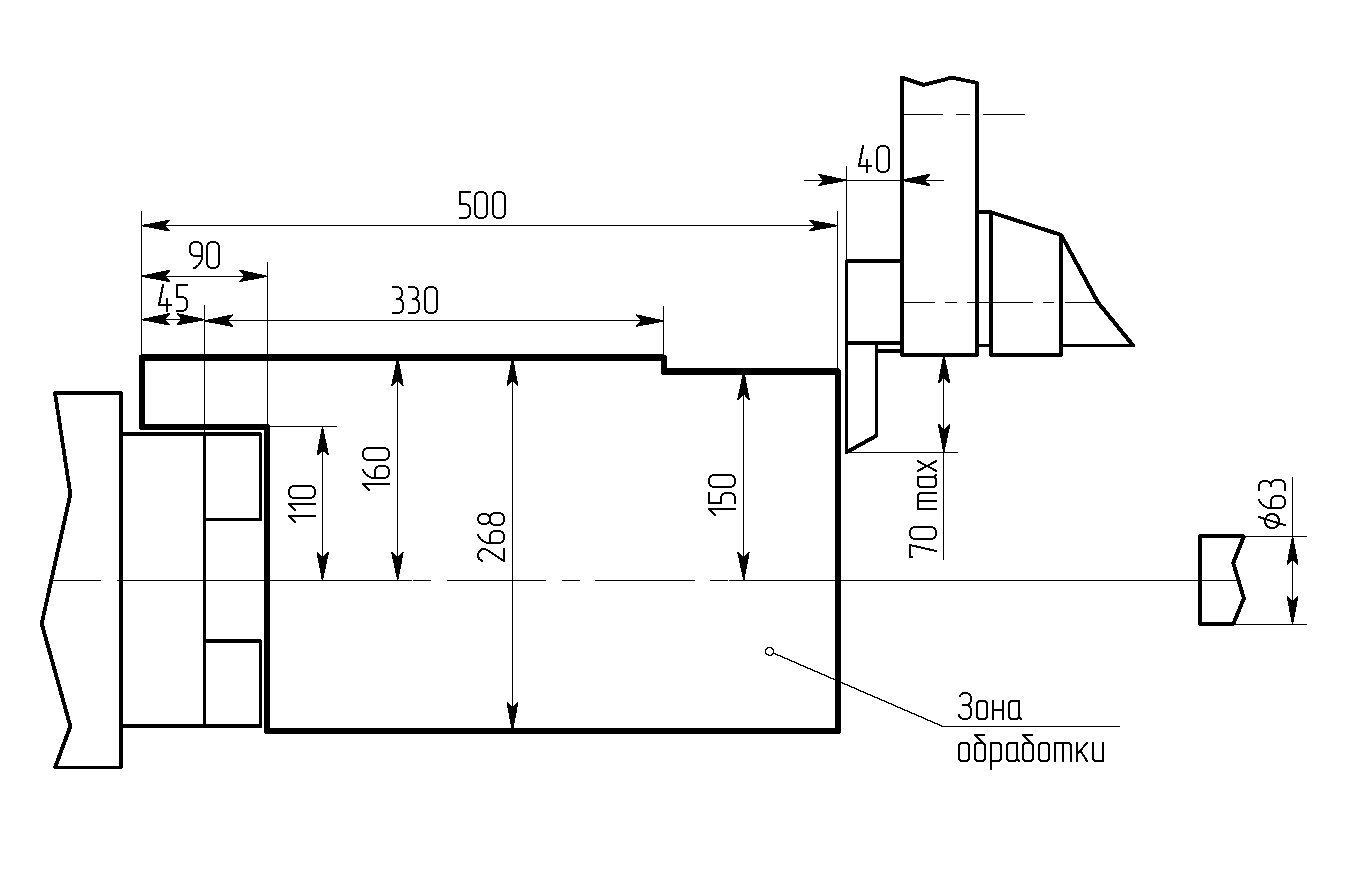
Технологические возможности
Рабочие параметры

Наружняя обработка
Внутренняя расточка

Технологические возможности
Радиальный приводной инструмент
Осевой приводной инструмент

Ось с
Ось С обеспечивает точное позиционирование шпинделя на заданный в программе угол в обоих направлениях. Интерполяция скорости и подачи по оси X и/или Z позволяет выполнять фрезерование детали по сложным контурам с высокой точностью. Высокоточный датчик контроля позиции установлен непосредственно на шпинделе и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования
Проверка на точноcть
Все станки, произведенные нашим предприятием, проходят итоговую проверку на точность позиционирования с использованием лазерного интерферометра XL80 и системы Renishaw ballbar QC20W. Проверка осуществляется по каждой оси в отдельности с внесением необходимой компенсации в ЧПУ.
Качество станка
+ Проверенная на практике конструкция
+ Наклонное расположение направляющих оси X обеспечивает высокую жесткость и оптимальный отвод стружки
+ Отборные компоненты от надежных производителей
+ Испытания непрерывно в течение 48 часов
+ Проверка точности позиционирования осей X, Z, C при помощи лазерного интерферометра и болбара
+ Наклонное расположение направляющих оси X обеспечивает высокую жесткость и оптимальный отвод стружки
+ Отборные компоненты от надежных производителей
+ Испытания непрерывно в течение 48 часов
+ Проверка точности позиционирования осей X, Z, C при помощи лазерного интерферометра и болбара
Цифровые приводы siemens
Момент на шпинделе
Мотор шпинделя через 2 шкива и ремень передает вращающий момент на шпиндель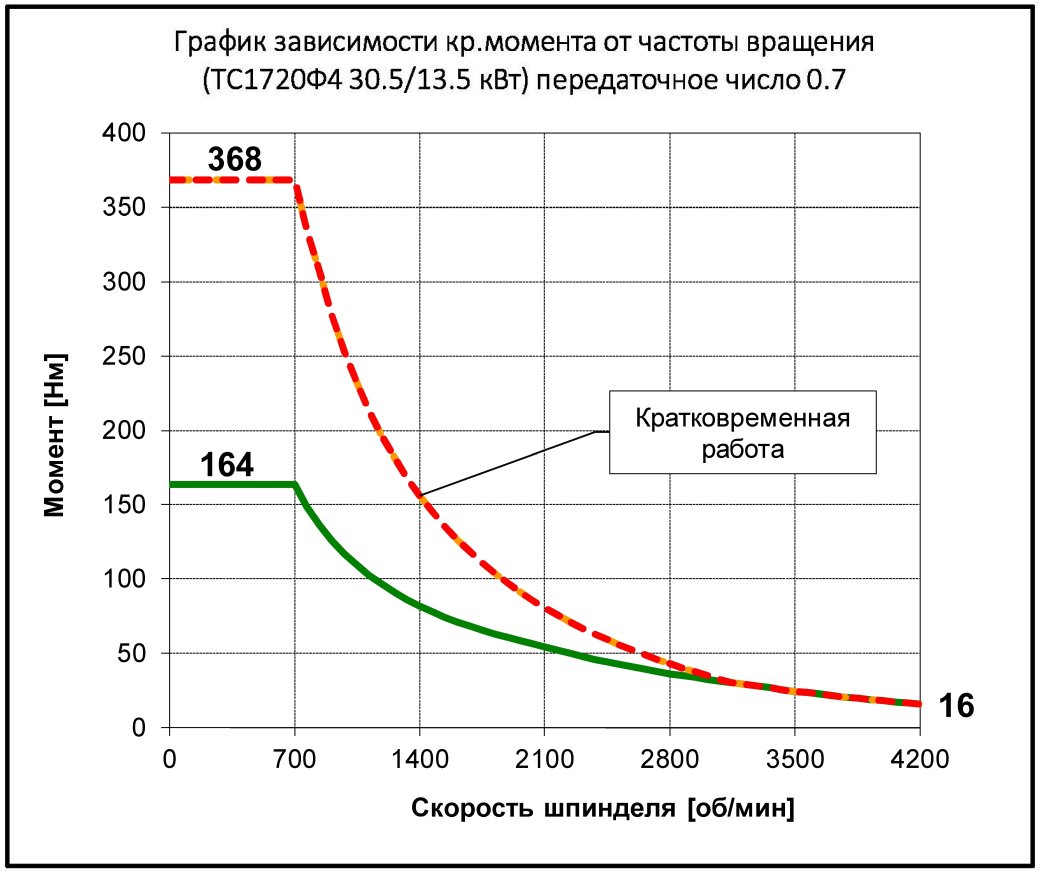
Http:sinamics s120 combi
с обратной отдачей энергии
Siemens 828
Современная система управления с простым и интуитивно понятным интерфейсом
Особенности
- Безопасность
- Экологичность
- Надежность
- Технология DRIVE-CLiQ
- Компактность
- Возможность использования циклов ShopTurn
Технические характеристики токарного обрабатывающего центра тс1720ф4
| Наибольший диаметр заготовки, мм | 480 |
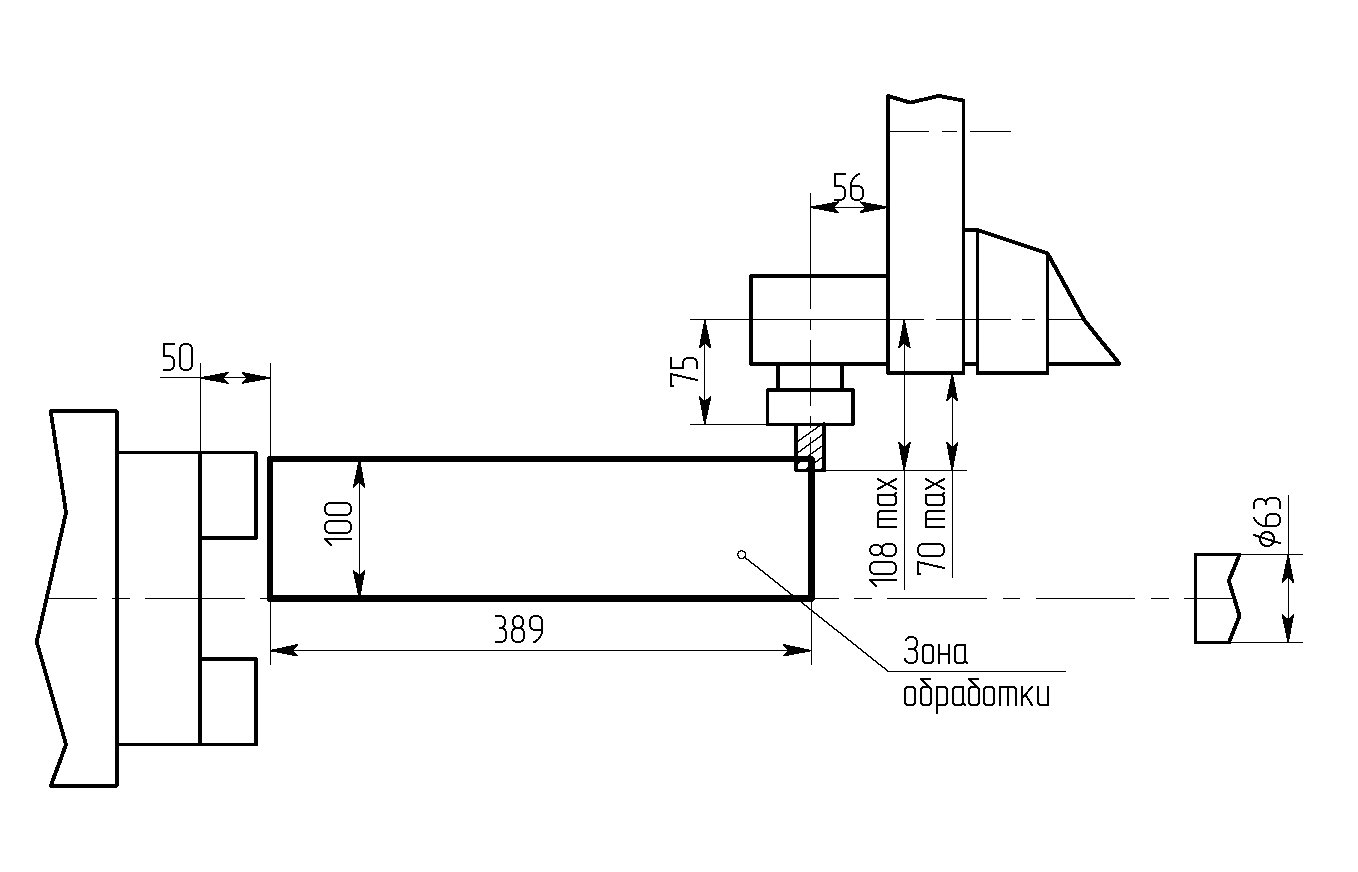
| Макс. диаметр изделия типа диск, мм | 320 L200 (см схему) |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 13~300 (см схему) |
| Рмц, мм | 615 (455 от торца патрона) |
| Макс. вес ТС1720Ф4 заготовки, кг | 350 * |
| Оси | |
| Максимальное перемещение по оси х, мм | 200 |
| Макс перемещение по оси z, мм | 500 |
| Быстрые перемещения по оси х, мм/мин | 30 000 |
| Быстрые перемещения по оси z, мм/мин | 30 000 |
| Рабочая подача, мм/мин | 15 000 |
| Диаметр швп/шаг ось х, мм | 32/10 |
| Диаметр швп/шаг ось z, мм | 40/10 |
| Тип мотора и мощность по оси x, квт | серво 2,3 |
| Тип мотора и мощность по оси z, квт | серво 2,3 |
| Тип направляющих х | качения (Hiwin) |
| Тип направляющих z | качения (Hiwin) |
| Точность позиционирования по осям x/z, мм | ±0,005 |
| Повторяемость позиционирования осей x/z, мм | ±0,003 |
| Угол наклона станины, град | 30 |
| Ширина направляющих, мм | Z 445 X 275 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 8" (210 мм) |
| Диапазон скоростей шпинделя, об/мин | 50~4200 |
| Диаметр отверстия шпинделя, мм | 63 (50 с гидропатроном) |
| Максимальный диаметр прутка, мм | 48 |
| Торец шпинделя | A2-6 |
| Конус отверстия шпинделя | метрический 70 |
| Момент на шпинделе (до 30 минут), нм | 368 |
| Момент на шпинделе (продолжительно), нм | 164 |
| Мощность э/д шпинделя (до 30 минут), квт | 30,5 |
| Мощность э/д шпинделя (продолжительно), квт | 13,5 |
| Тип э/д шпинделя | серво |
| Резцедержка | |
| Число инструментов, шт | 12 |
| Тип резцедержки | серво (макс 50/ номин. 10.5 Нм) |
| Размер хвостовика режущего инструмента, мм | VDI30 по Din 5482 (под резец 20х20), ER25 у приводного |
| Время смены инструмента – верт. револьверная головка, с | - |
| Время смены инструмента – гориз. револьверная головка, с | 0,8/ 1,88 |
| Мощность э/д приводного инструмента, квт | 3.3 |
| Обороты приводного инструмента, об/мин | 4500 |
| Задняя бабка | |
| Перемещение задней бабки, мм | 415 |
| Выдвижение пиноли задней бабки, мм | 100 |
| Диаметр пиноли, мм | 63 |
| Конус пиноли гидравлической задней бабки, № | Морзе 4 |
| Конус пиноли механической задней бабки, № | - |
| Прочее | |
| Потребляемая мощность, ква | 38 |
| Система чпу | Siemens 828 |
| Наличие транспортера стружки | да |
| Емкость бака сож, л | 100 |
| Емкость гидростанции, л | 75 |
| Вес нетто, кг | 3600 |
| Вес брутто, кг | 3900 |
| Габаритные размеры дхшхв, мм | 2290х1930х1780 |
| Габаритные размеры упаковки дхшхв, мм | 4 места |
| Примечания | * подробнее в документации |
Базовая комплектация
Система ЧПУ Siemens 828, моторы и приводы X, Z, S, S2 Siemens;
- Гидравлическая система:
* 3х кулачковый гидравлический патрон 210 мм с проходным отверстием;
* Задняя бабка с гидравлической пинолью;
* Гидравлический тормоз шпинделя;
- Пластинчатый стружкосборник, тележка;
- 12-ти позиционная револьверная голова ТС80Фх12 с возможностью установки приводного инструмента на каждую позицию;
- Система подачи СОЖ на каждый инструмент;
- Система импульсной смазки направляющих;
- Освещение рабочей зоны;
- Лампа индикации состояния станка;
- Педали управления патроном и пинолью;
- Набор инструментов для обслуживания станка;
- Паспорт станка на русском языке;
Дополнительные опции
- податчик прутка 5~55 мм, L200~1500 мм с интерфейсом сопряжения;
- Цанговый патрон;
- Выносной маховичок;
- Режущий инструмент и оснастка под деталь Заказчика;
- Рука измерения вылета инструмента Renishaw HPMA механизированная;
- Рука измерения вылета инструмента Renishaw HPPA, ручная;
- Система вытяжки масляного тумана;
- Сепаратор масла и СОЖ (на бак СОЖ);
- Shopturn - визуальное программирование и отладка;
Способы получения товара в г.
Токарный обрабатывающий центр с ЧПУ ТС1720Ф4 с доставкой в г. подробные условия и стоимость
Вас также могут заинтересовать
- НовинкаКод товара: 5432

- Код товара: 90866
")
- - 17%Код товара: 90867
- Новинка- 5%Код товара: 84171


")


Отзывы к "Токарный обрабатывающий центр с ЧПУ ТС1720Ф4":
Пока нет комментариев